
620℃超超临界汽轮机CB2阀壳铸件试制研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

620℃超超临界汽轮机CB2阀壳铸件试制研究.docx
620℃超超临界汽轮机CB2阀壳铸件试制研究620℃超超临界汽轮机CB2阀壳铸件试制研究摘要:本论文主要研究620℃超超临界汽轮机CB2阀壳铸件的试制过程,包括铸造工艺、材料性能测试以及对铸件的力学性能和热性能的评估。通过对试制铸件的分析,得出了相应的结论和建议。本研究为超超临界汽轮机CB2阀壳铸件的生产提供了重要的参考。1.引言超超临界汽轮机是一种具有高温高压工作条件的关键设备,其性能和可靠性对机组的运行效率和安全性有着重要影响。CB2阀壳作为汽轮机中的重要零件之一,承受着较大的热和力学载荷,因此对其材

超临界和超超临界汽轮机高压阀壳组件.pdf
本发明提供一种汽轮机高压主汽调节联合阀的阀壳组件,包括:阀壳(10),具有进汽孔口(110)、排汽孔口(120)、阀杆安装孔口(130)和联络孔口(140);和设置在所述进汽孔口(110)、排汽孔口(120)、阀杆安装孔口(130)和联络孔口(140)的至少一个中的接头组件,其中所述接头组件包括:进汽连管插接件(150)、排汽连管插接件(160)、联络连管插接件(180)、密封阀套插接件(170)、楔形密封环(152、162、182、172)和螺栓预紧机构;其中所述接头组件借助螺栓预紧与阀壳(10)密封相
一种超超临界汽轮机组CB2铸件材料补焊方法.pdf
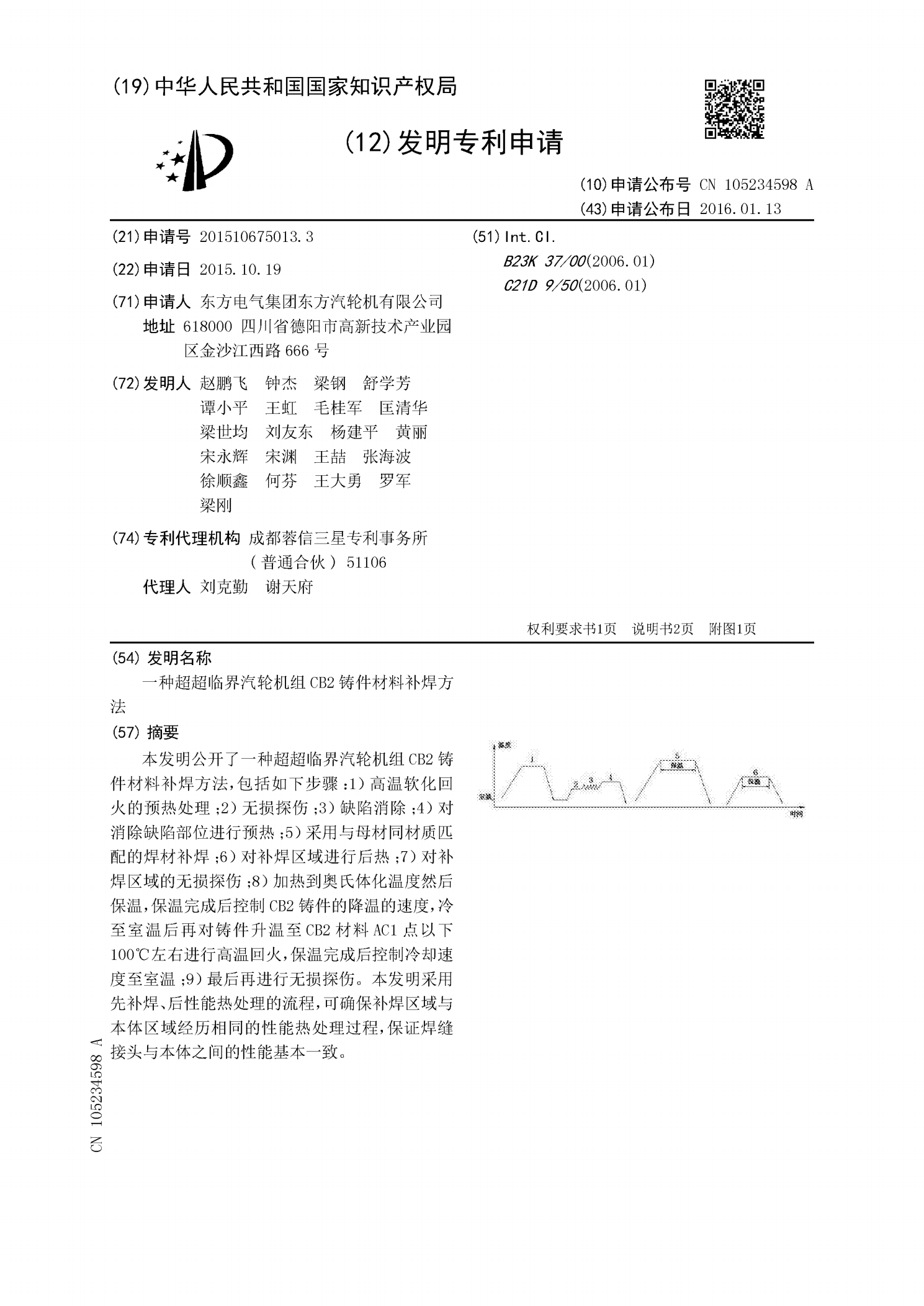
本发明公开了一种超超临界汽轮机组CB2铸件材料补焊方法,包括如下步骤:1)高温软化回火的预热处理;2)无损探伤;3)缺陷消除;4)对消除缺陷部位进行预热;5)采用与母材同材质匹配的焊材补焊;6)对补焊区域进行后热;7)对补焊区域的无损探伤;8)加热到奥氏体化温度然后保温,保温完成后控制CB2铸件的降温的速度,冷至室温后再对铸件升温至CB2材料AC1点以下100℃左右进行高温回火,保温完成后控制冷却速度至室温;9)最后再进行无损探伤。本发明采用先补焊、后性能热处理的流程,可确保补焊区域与本体区域经历相同的性

1000MW超超临界汽轮机阀壳应力分析及设计优化.docx
1000MW超超临界汽轮机阀壳应力分析及设计优化题目:1000MW超超临界汽轮机阀壳应力分析及设计优化摘要:随着能源需求的不断增长和能源结构的不断优化,超超临界汽轮机作为一种高效、环保的能源转换设备,逐渐成为研究的热点。阀壳作为超超临界汽轮机的重要组成部分,承受着高温高压的工作环境,其结构设计的合理性对于提高汽轮机的性能具有重要意义。本文通过对1000MW超超临界汽轮机阀壳的应力分析及设计优化研究,旨在提高汽轮机阀壳的抗压能力及安全性。关键词:超超临界汽轮机,阀壳,应力分析,设计优化引言:超超临界汽轮机是
蒸汽轮机阀壳铸件的新型铸造方法.pdf
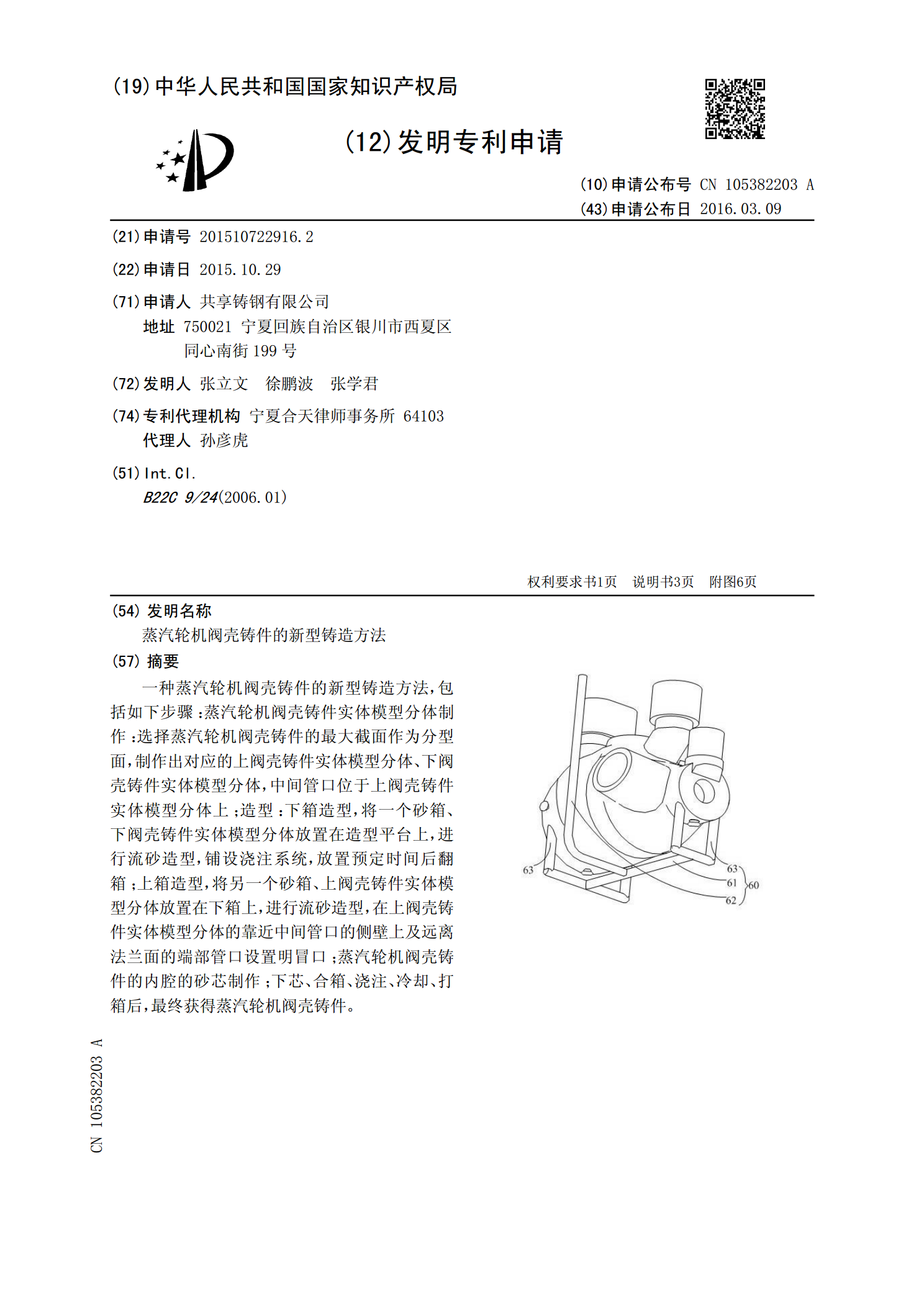
一种蒸汽轮机阀壳铸件的新型铸造方法,包括如下步骤:蒸汽轮机阀壳铸件实体模型分体制作:选择蒸汽轮机阀壳铸件的最大截面作为分型面,制作出对应的上阀壳铸件实体模型分体、下阀壳铸件实体模型分体,中间管口位于上阀壳铸件实体模型分体上;造型:下箱造型,将一个砂箱、下阀壳铸件实体模型分体放置在造型平台上,进行流砂造型,铺设浇注系统,放置预定时间后翻箱;上箱造型,将另一个砂箱、上阀壳铸件实体模型分体放置在下箱上,进行流砂造型,在上阀壳铸件实体模型分体的靠近中间管口的侧壁上及远离法兰面的端部管口设置明冒口;蒸汽轮机阀壳铸件