
齿轮内孔挤压工艺及其工装.pdf

书生****ma


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮内孔挤压工艺及其工装.pdf
本发明属于齿轮加工技术领域,尤其涉及一种齿轮内孔挤压工艺及其工装。其包括步骤a:将产品放入机床工装,多个产品横向紧密排列;步骤b:启动机床,机床推杆推动钢珠挤压齿轮内孔,其中挤压力0.8~1.2Mp,润滑油温度20~40度;步骤c:检测内孔尺寸。采用上述技术方案提高工作效率的同时可以保证齿轮内孔的精度,(只要钢球的尺寸精度高,加工的内孔尺寸就可以非常精确)并且内孔通过挤压可以保证其粗糙度,内孔周围的材料较为紧实,结构稳定,强度较大。
磨床加工齿轮内孔工装.pdf
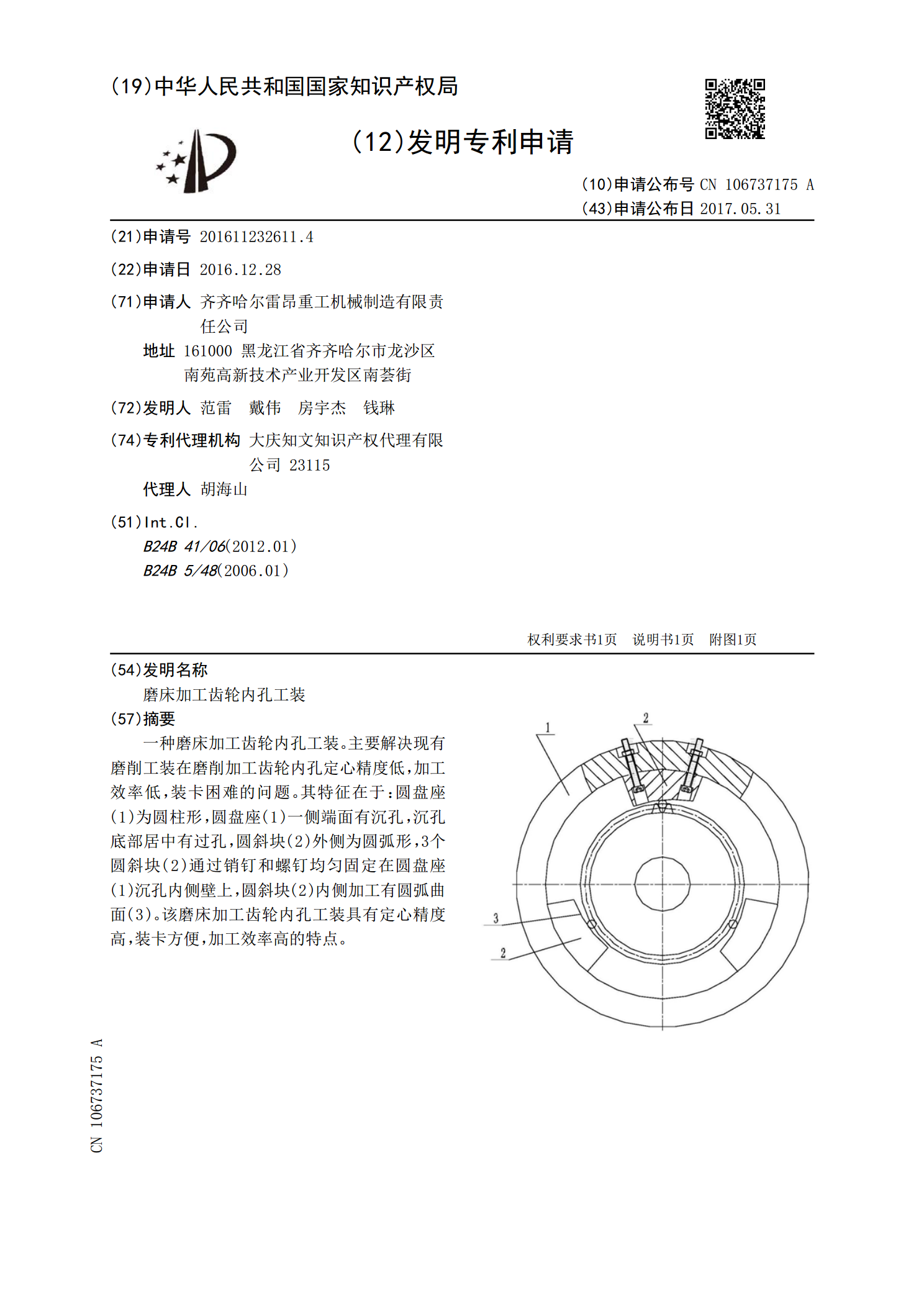
一种磨床加工齿轮内孔工装。主要解决现有磨削工装在磨削加工齿轮内孔定心精度低,加工效率低,装卡困难的问题。其特征在于:圆盘座(1)为圆柱形,圆盘座(1)一侧端面有沉孔,沉孔底部居中有过孔,圆斜块(2)外侧为圆弧形,3个圆斜块(2)通过销钉和螺钉均匀固定在圆盘座(1)沉孔内侧壁上,圆斜块(2)内侧加工有圆弧曲面(3)。该磨床加工齿轮内孔工装具有定心精度高,装卡方便,加工效率高的特点。

斜齿轮内孔键槽加工的工装.pdf
本发明公开了一种斜齿轮内孔键槽加工的工装,底板的上表面上设有槽,在槽内间隔地设置主动齿轮定位销和从动齿轮定位销,底板的上表面上设有主动齿轮轴向压紧装置和从动齿轮轴向压紧装置,主动齿轮轴向压紧装置围绕在主动齿轮定位销的周围,从动齿轮轴向压紧装置围绕在从动齿轮定位销的周围,底板的上表面上还设有插入到齿轮齿槽中的定位装置。通过本发明的工装对被加工的斜齿轮进行定位并夹持,可以保证齿轮内孔键槽中心与对应的轮齿中心相对位置加工精度要求。
具有叶轮的齿轮内孔电镀防渗工装.pdf
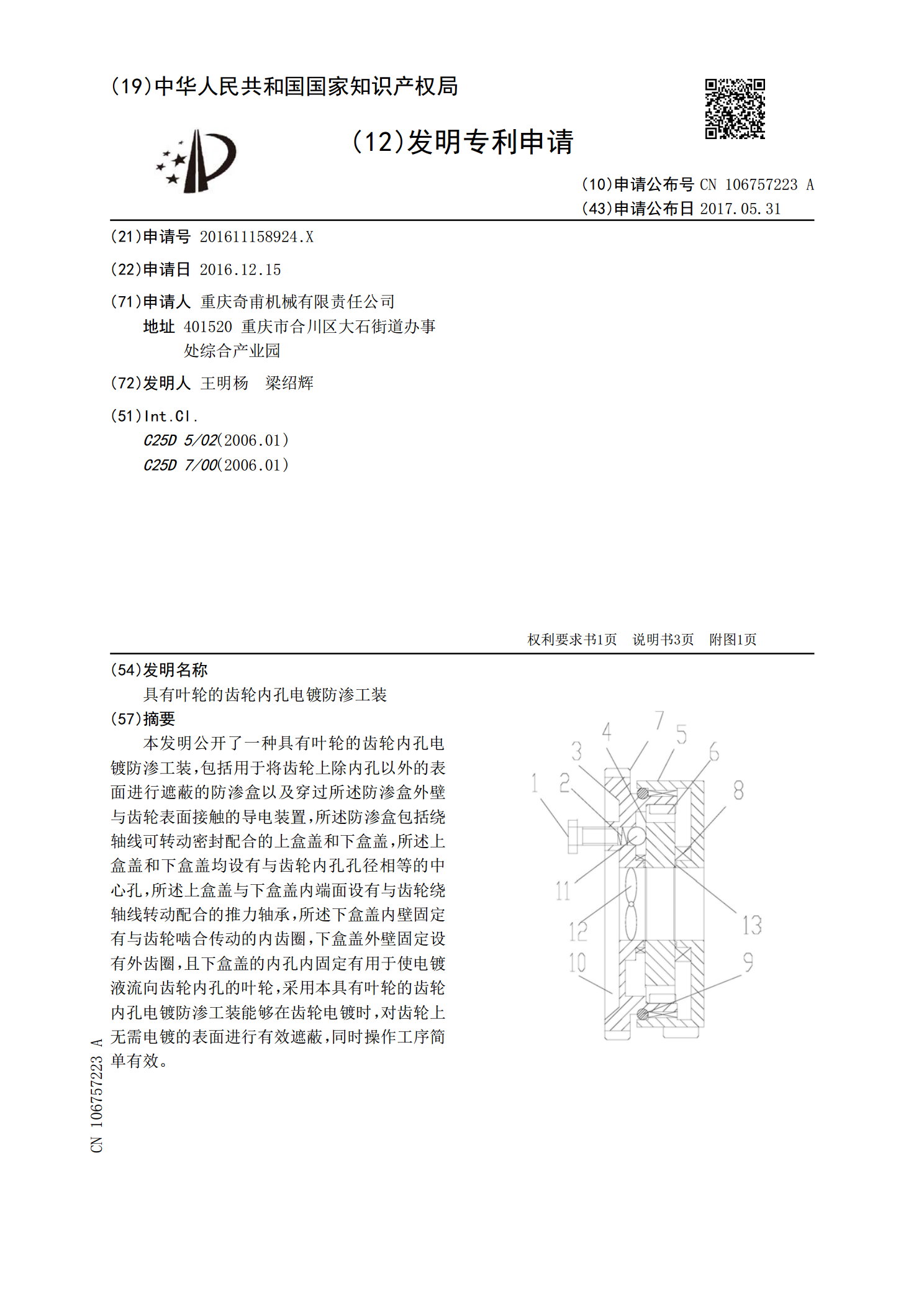
本发明公开了一种具有叶轮的齿轮内孔电镀防渗工装,包括用于将齿轮上除内孔以外的表面进行遮蔽的防渗盒以及穿过所述防渗盒外壁与齿轮表面接触的导电装置,所述防渗盒包括绕轴线可转动密封配合的上盒盖和下盒盖,所述上盒盖和下盒盖均设有与齿轮内孔孔径相等的中心孔,所述上盒盖与下盒盖内端面设有与齿轮绕轴线转动配合的推力轴承,所述下盒盖内壁固定有与齿轮啮合传动的内齿圈,下盒盖外壁固定设有外齿圈,且下盒盖的内孔内固定有用于使电镀液流向齿轮内孔的叶轮,采用本具有叶轮的齿轮内孔电镀防渗工装能够在齿轮电镀时,对齿轮上无需电镀的表面进

钢球冷滚挤压内孔工艺.docx
钢球冷滚挤压内孔工艺钢球冷滚挤压内孔工艺摘要:钢球冷滚挤压内孔工艺是一种常用的金属材料成形方法,其通过钢球在材料内部的滚动和挤压,使内孔尺寸得到控制和加工,从而实现对材料的成形加工和工件的精度控制。本文主要介绍了钢球冷滚挤压内孔工艺的基本原理、工艺流程、工艺参数以及应用领域。通过对该工艺方法的研究,可以更好地指导实际工程中的加工操作,加强工件的精度控制,提高生产效率。关键词:钢球冷滚挤压;内孔加工;工艺参数;应用领域1.引言钢球冷滚挤压内孔工艺是一种利用钢球和压力对金属材料进行成形加工的方法。该工艺主要应