
一种冷轧双相钢带的窄搭接焊接工艺.pdf

慧颖****23

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧双相钢带的窄搭接焊接工艺.pdf
一种冷轧双相钢带的窄搭接焊接工艺,属于带钢焊接工艺技术领域,利用窄搭接电阻焊机焊接冷轧双相钢带。其技术方案是:焊接工艺条件为:焊接电流为9~26KA,焊接速度为6~13m/min,焊机的焊轮压力为6.5~13KN,前卷带钢的尾部和后卷带钢的头部的搭接量为0.4~2.0mm,补偿量为0.25~0.7mm。本发明是一种大胆尝试,突破了窄搭接焊机设备的强度、成分等设计极限,通过创新性的劳动,实现了冷轧双相钢带的窄搭接焊接作业。本发明可以使用企业现有连续处理线上窄搭接焊机焊接冷轧双相钢带,大大拓宽了现有生产线的功
一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法.pdf
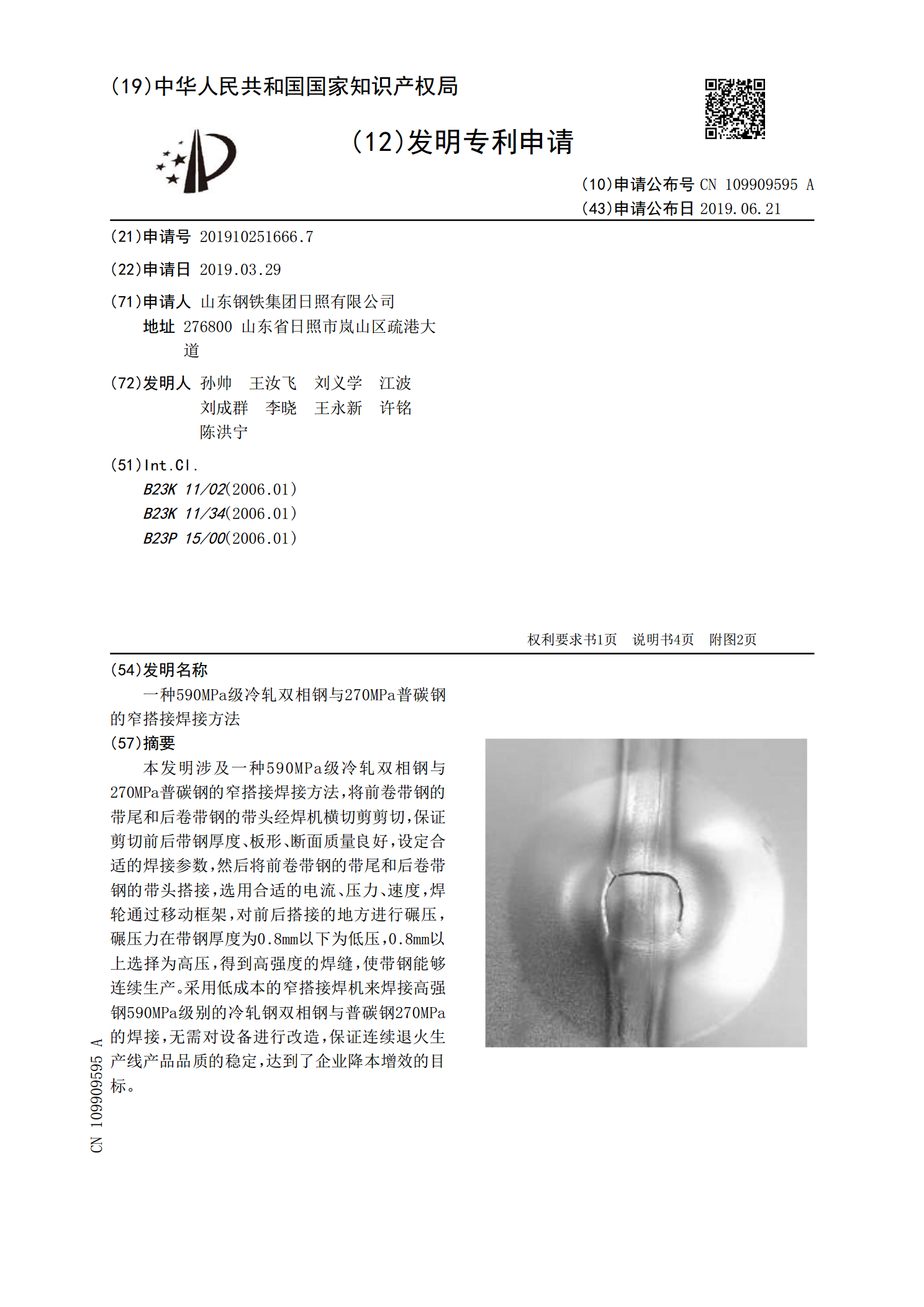
本发明涉及一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法,将前卷带钢的带尾和后卷带钢的带头经焊机横切剪剪切,保证剪切前后带钢厚度、板形、断面质量良好,设定合适的焊接参数,然后将前卷带钢的带尾和后卷带钢的带头搭接,选用合适的电流、压力、速度,焊轮通过移动框架,对前后搭接的地方进行碾压,碾压力在带钢厚度为0.8mm以下为低压,0.8mm以上选择为高压,得到高强度的焊缝,使带钢能够连续生产。采用低成本的窄搭接焊机来焊接高强钢590MPa级别的冷轧钢双相钢与普碳钢270MPa的焊接,无需对设备进

一种冷轧钢带焊接工艺方法.pdf
本发明涉及一种冷轧钢带焊接工艺方法,焊接框架带着上焊轮、下焊轮、上回火轮、下回火轮向前行走;当上、下焊轮接触钢带瞬间,触发电路使可控硅导通,焊接变压器原边通电,焊接变压器副边回路闭合,电流流过钢带并通过钢带自身的电阻做功发热,当热量不断积聚致使焊接部位的金属熔融结合;当焊轮脱离钢带时焊接停止,回火轮脱离钢带时回火停止,上焊轮上回火轮抬起;焊接框架减速并停止;焊接框架高速返回行走,行至减速位置减速返回原位,焊接过程结束;附图2中电阻为吸收电阻,相当于负载起到缓冲作用;阻容电路为阻容吸收保护可控硅;互感器(补

800 MPa级TRIP钢窄搭接焊接工艺研究.docx
800MPa级TRIP钢窄搭接焊接工艺研究一、引言随着工业化程度的不断提高和制造业的不断发展,高强度钢在汽车、轮船、建筑等领域得到了广泛应用。在这些领域中,高强度TRIP钢由于其高强度、高韧性和良好的可塑性,成为新一代轻量化车身材料的首选。TRIP钢的核心技术是第三代汽车用钢,其钢材的强度达到了800MPa以上。窄搭接焊接作为一种重要的连接方式,对于高强度钢的应用具有重要的意义。本文主要介绍了针对800MPa级TRIP钢的窄搭接焊接工艺的研究内容和进展。二、工艺参数及稳定性分析在进行窄搭接焊接时,焊接工艺

窄搭接焊机焊接技术研究.docx
窄搭接焊机焊接技术研究窄搭接焊机焊接技术研究摘要:随着工业技术的不断发展,焊接技术已成为现代工业制造中不可或缺的一环。而窄搭接焊机焊接技术作为一种高效、稳定的焊接方法,在工业生产中得到了广泛的应用。本文以窄搭接焊机焊接技术为研究对象,对其原理、特点、优势以及应用进行探讨,并详细介绍了其在不同行业中的具体应用情况。关键词:窄搭接焊机、焊接技术、原理、特点、优势、应用1.引言焊接技术作为一种连接金属材料的方法,由于其高效、可靠、节能等优点,已广泛应用于各个工业领域。而窄搭接焊机焊接技术作为焊接技术的一种重要分