
一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法.pdf

一只****ng


1/8
2/8

3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法.pdf
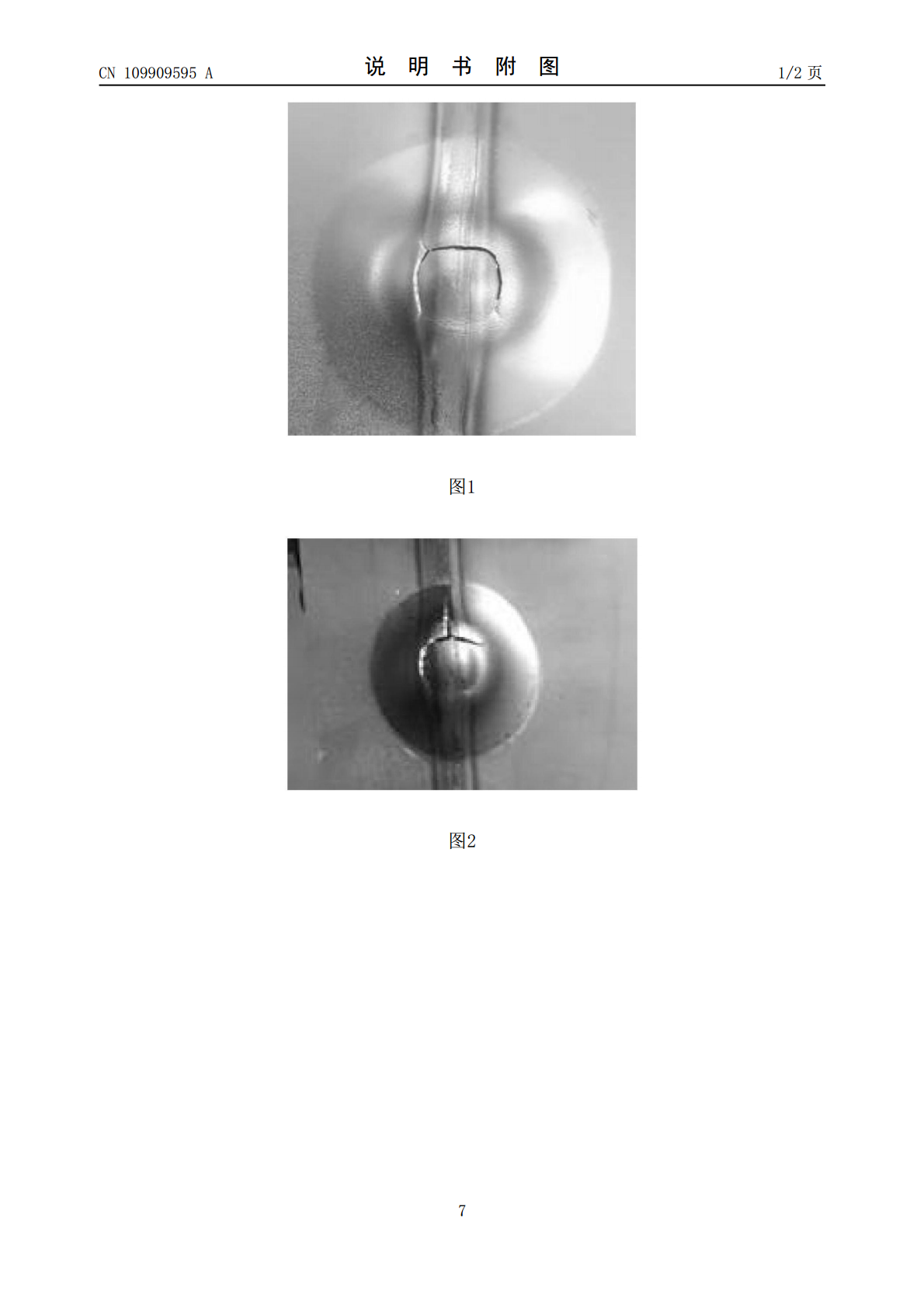
本发明涉及一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法,将前卷带钢的带尾和后卷带钢的带头经焊机横切剪剪切,保证剪切前后带钢厚度、板形、断面质量良好,设定合适的焊接参数,然后将前卷带钢的带尾和后卷带钢的带头搭接,选用合适的电流、压力、速度,焊轮通过移动框架,对前后搭接的地方进行碾压,碾压力在带钢厚度为0.8mm以下为低压,0.8mm以上选择为高压,得到高强度的焊缝,使带钢能够连续生产。采用低成本的窄搭接焊机来焊接高强钢590MPa级别的冷轧钢双相钢与普碳钢270MPa的焊接,无需对设备进
一种冷轧双相钢带的窄搭接焊接工艺.pdf
一种冷轧双相钢带的窄搭接焊接工艺,属于带钢焊接工艺技术领域,利用窄搭接电阻焊机焊接冷轧双相钢带。其技术方案是:焊接工艺条件为:焊接电流为9~26KA,焊接速度为6~13m/min,焊机的焊轮压力为6.5~13KN,前卷带钢的尾部和后卷带钢的头部的搭接量为0.4~2.0mm,补偿量为0.25~0.7mm。本发明是一种大胆尝试,突破了窄搭接焊机设备的强度、成分等设计极限,通过创新性的劳动,实现了冷轧双相钢带的窄搭接焊接作业。本发明可以使用企业现有连续处理线上窄搭接焊机焊接冷轧双相钢带,大大拓宽了现有生产线的功
一种高效生产优质590MPa级冷轧双相钢的方法.pdf
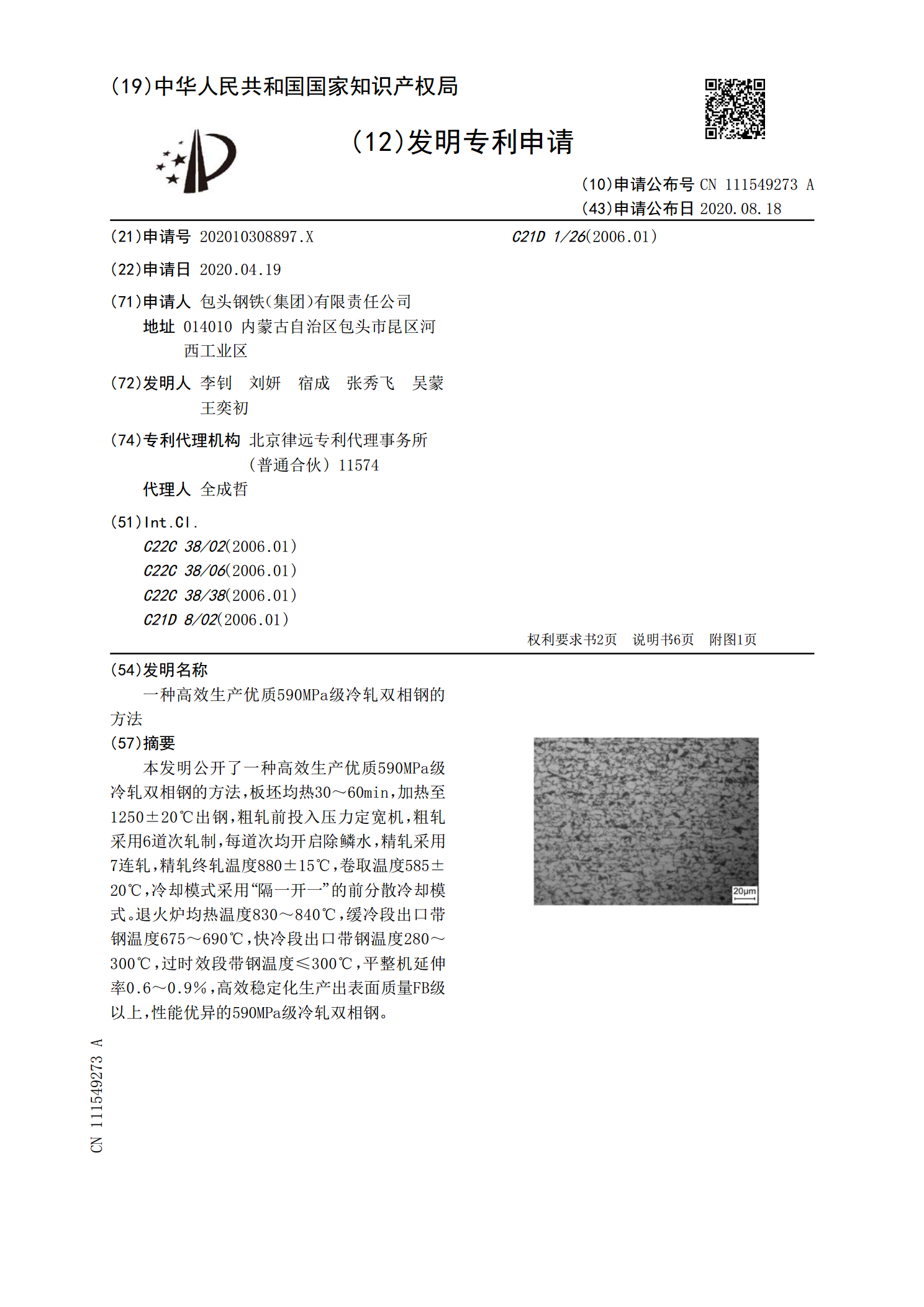
本发明公开了一种高效生产优质590MPa级冷轧双相钢的方法,板坯均热30~60min,加热至1250±20℃出钢,粗轧前投入压力定宽机,粗轧采用6道次轧制,每道次均开启除鳞水,精轧采用7连轧,精轧终轧温度880±15℃,卷取温度585±20℃,冷却模式采用“隔一开一”的前分散冷却模式。退火炉均热温度830~840℃,缓冷段出口带钢温度675~690℃,快冷段出口带钢温度280~300℃,过时效段带钢温度≤300℃,平整机延伸率0.6~0.9%,高效稳定化生产出表面质量FB级以上,性能优异的590MPa级冷

800 MPa级TRIP钢窄搭接焊接工艺研究.docx
800MPa级TRIP钢窄搭接焊接工艺研究一、引言随着工业化程度的不断提高和制造业的不断发展,高强度钢在汽车、轮船、建筑等领域得到了广泛应用。在这些领域中,高强度TRIP钢由于其高强度、高韧性和良好的可塑性,成为新一代轻量化车身材料的首选。TRIP钢的核心技术是第三代汽车用钢,其钢材的强度达到了800MPa以上。窄搭接焊接作为一种重要的连接方式,对于高强度钢的应用具有重要的意义。本文主要介绍了针对800MPa级TRIP钢的窄搭接焊接工艺的研究内容和进展。二、工艺参数及稳定性分析在进行窄搭接焊接时,焊接工艺
一种590MPa级冷轧双相钢用热轧钢带及其生产方法.pdf
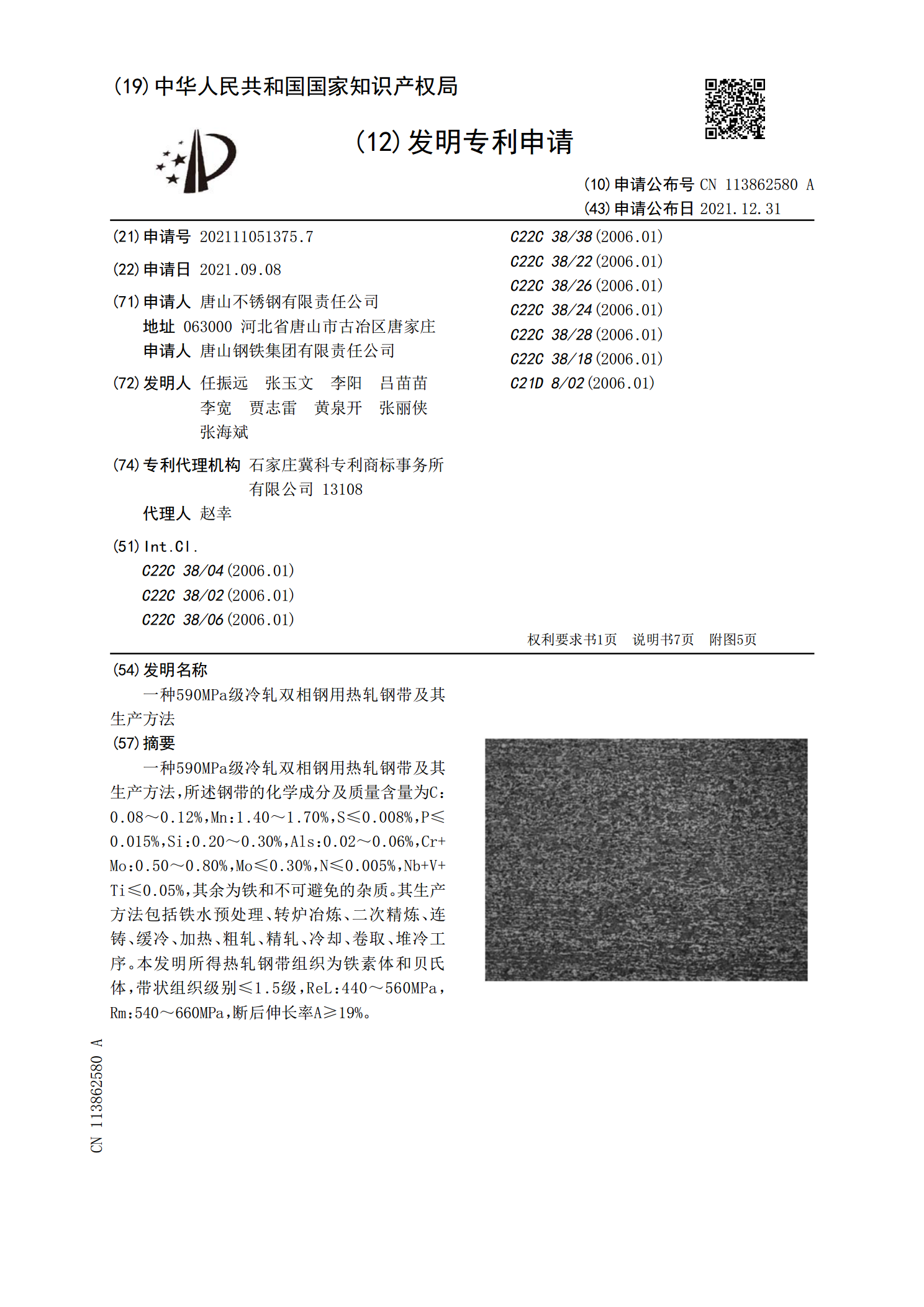
一种590MPa级冷轧双相钢用热轧钢带及其生产方法,所述钢带的化学成分及质量含量为C:0.08~0.12%,Mn:1.40~1.70%,S≤0.008%,P≤0.015%,Si:0.20~0.30%,Als:0.02~0.06%,Cr+Mo:0.50~0.80%,Mo≤0.30%,N≤0.005%,Nb+V+Ti≤0.05%,其余为铁和不可避免的杂质。其生产方法包括铁水预处理、转炉冶炼、二次精炼、连铸、缓冷、加热、粗轧、精轧、冷却、卷取、堆冷工序。本发明所得热轧钢带组织为铁素体和贝氏体,带状组织级别≤1.