
一种冷轧钢带焊接工艺方法.pdf

小宏****aa

1/7

2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种冷轧钢带焊接工艺方法.pdf
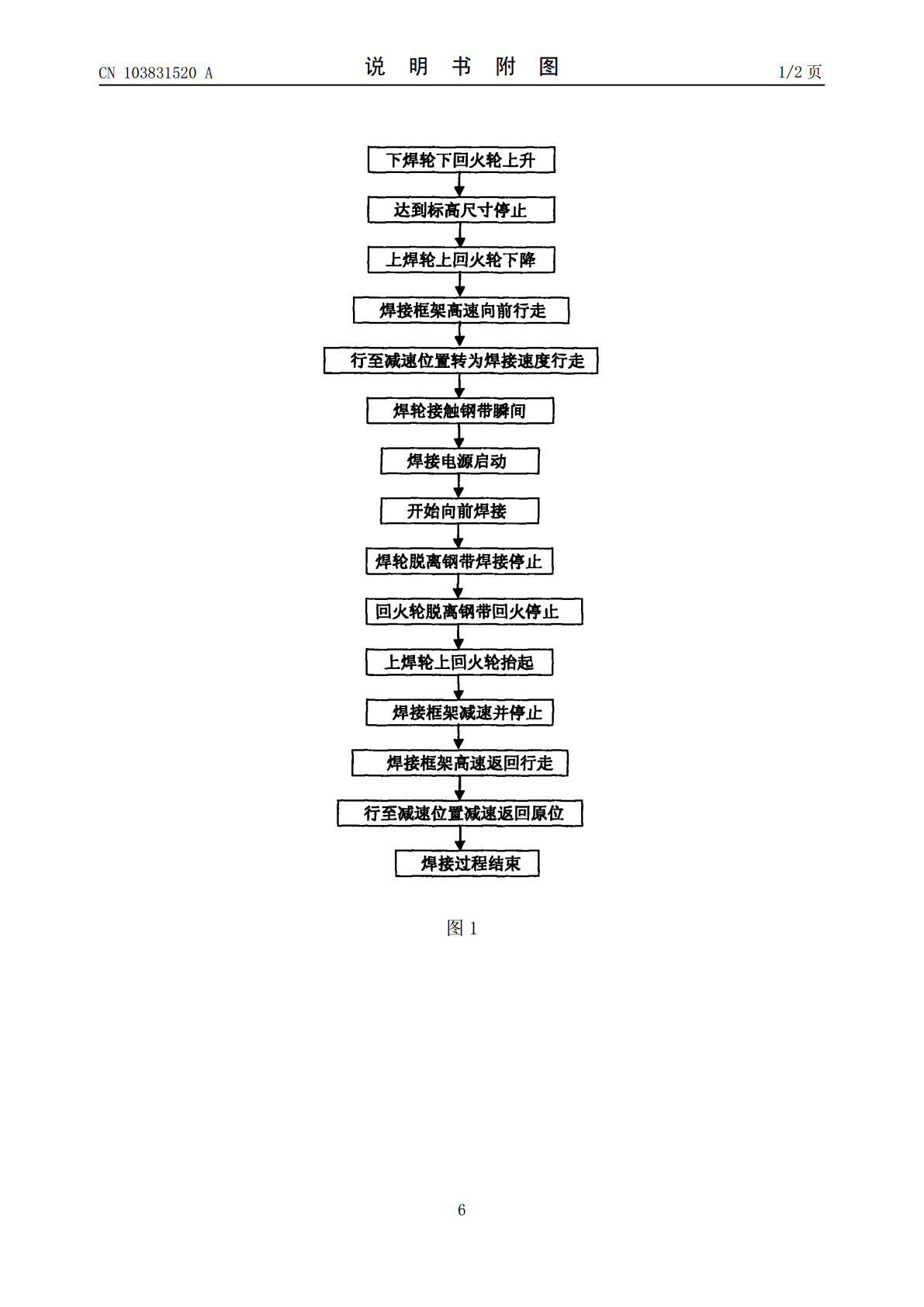
本发明涉及一种冷轧钢带焊接工艺方法,焊接框架带着上焊轮、下焊轮、上回火轮、下回火轮向前行走;当上、下焊轮接触钢带瞬间,触发电路使可控硅导通,焊接变压器原边通电,焊接变压器副边回路闭合,电流流过钢带并通过钢带自身的电阻做功发热,当热量不断积聚致使焊接部位的金属熔融结合;当焊轮脱离钢带时焊接停止,回火轮脱离钢带时回火停止,上焊轮上回火轮抬起;焊接框架减速并停止;焊接框架高速返回行走,行至减速位置减速返回原位,焊接过程结束;附图2中电阻为吸收电阻,相当于负载起到缓冲作用;阻容电路为阻容吸收保护可控硅;互感器(补
一种冷轧双相钢带的窄搭接焊接工艺.pdf
一种冷轧双相钢带的窄搭接焊接工艺,属于带钢焊接工艺技术领域,利用窄搭接电阻焊机焊接冷轧双相钢带。其技术方案是:焊接工艺条件为:焊接电流为9~26KA,焊接速度为6~13m/min,焊机的焊轮压力为6.5~13KN,前卷带钢的尾部和后卷带钢的头部的搭接量为0.4~2.0mm,补偿量为0.25~0.7mm。本发明是一种大胆尝试,突破了窄搭接焊机设备的强度、成分等设计极限,通过创新性的劳动,实现了冷轧双相钢带的窄搭接焊接作业。本发明可以使用企业现有连续处理线上窄搭接焊机焊接冷轧双相钢带,大大拓宽了现有生产线的功
一种不锈钢带冷轧工艺.pdf
本发明涉及不锈钢带领域,具体说是一种不锈钢带冷轧工艺,采用的冷轧设备包括底座、上料卷、收料卷、动力机构、冷轧机构、导向机构、除异物机构、降温机构,上料卷和收料卷分别固定在底座的上端两侧,冷轧机构固定在底座的上端中部,且冷轧机构通过动力机构进行驱动,动力机构固定连接在底座的上端,导向机构和除异物机构均设在冷轧机构的右侧。通过设置导向机构和除异物机构、利用导向机构中导向轮和轮槽可以对待加工的钢带进行定位,防止钢带在加工的过程中发生偏移,利用除异物机构的毛刷,钢带在经过承接辊的时候通过毛刷可以将钢带表面的异物清
一种钢带加工用冷轧机及冷轧工艺.pdf
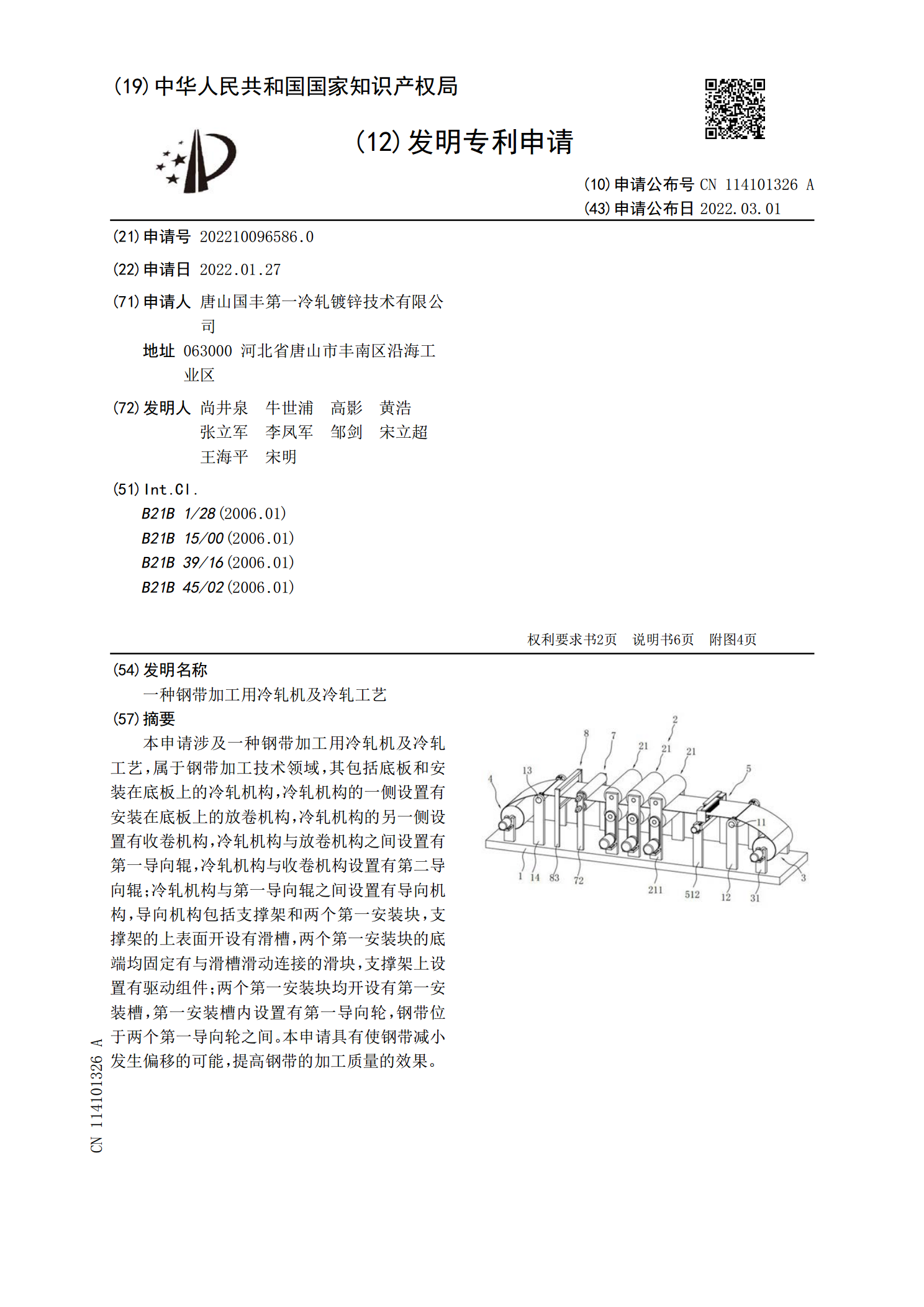
本申请涉及一种钢带加工用冷轧机及冷轧工艺,属于钢带加工技术领域,其包括底板和安装在底板上的冷轧机构,冷轧机构的一侧设置有安装在底板上的放卷机构,冷轧机构的另一侧设置有收卷机构,冷轧机构与放卷机构之间设置有第一导向辊,冷轧机构与收卷机构设置有第二导向辊;冷轧机构与第一导向辊之间设置有导向机构,导向机构包括支撑架和两个第一安装块,支撑架的上表面开设有滑槽,两个第一安装块的底端均固定有与滑槽滑动连接的滑块,支撑架上设置有驱动组件;两个第一安装块均开设有第一安装槽,第一安装槽内设置有第一导向轮,钢带位于两个第一导
一种冷轧焊镀锡钢带制造焊接加工系统.pdf
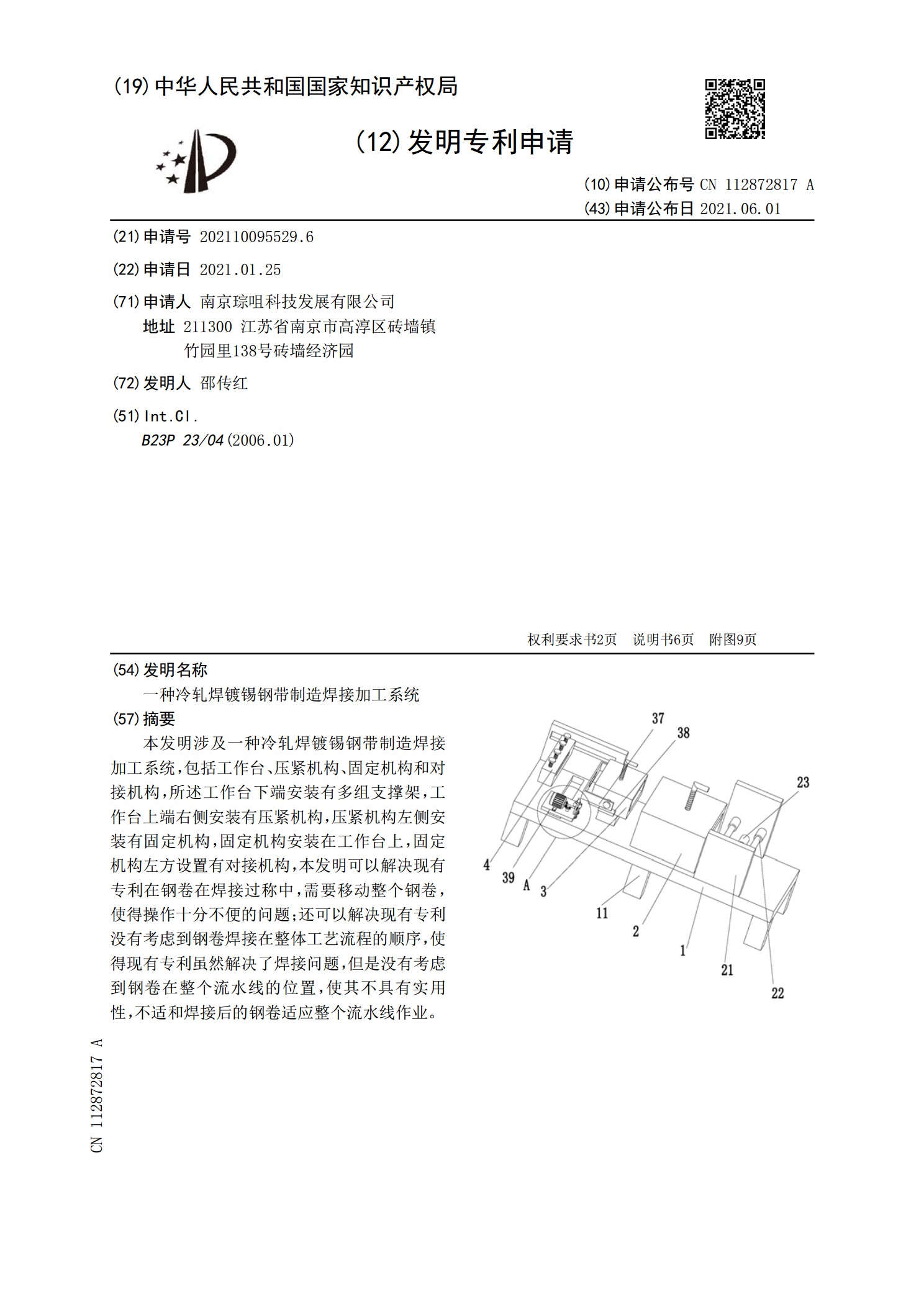
本发明涉及一种冷轧焊镀锡钢带制造焊接加工系统,包括工作台、压紧机构、固定机构和对接机构,所述工作台下端安装有多组支撑架,工作台上端右侧安装有压紧机构,压紧机构左侧安装有固定机构,固定机构安装在工作台上,固定机构左方设置有对接机构,本发明可以解决现有专利在钢卷在焊接过称中,需要移动整个钢卷,使得操作十分不便的问题;还可以解决现有专利没有考虑到钢卷焊接在整体工艺流程的顺序,使得现有专利虽然解决了焊接问题,但是没有考虑到钢卷在整个流水线的位置,使其不具有实用性,不适和焊接后的钢卷适应整个流水线作业。