
铝合金轮毂铸造工艺设计与仿真分析.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝合金轮毂铸造工艺设计与仿真分析.docx
铝合金轮毂铸造工艺设计与仿真分析一.引言铝合金轮毂具有重量轻、强度高、优良的动态平衡性能等优点,被广泛应用于汽车、航空航天等领域。铝合金轮毂的制造过程中,铸造工艺的设计与仿真分析至关重要,这不仅对轮毂的质量和性能有着直接的影响,而且可以避免制造过程中可能出现的问题,提高轮毂的制造效率。二.铝合金轮毂的铸造工艺设计铝合金轮毂的铸造工艺主要涉及以下几个方面:1.材料准备:通过对铝合金材料的选择和混合比例的调整,确保所制造的轮毂材料强度和抗腐蚀性能的稳定性。2.模具设计:根据轮毂零件的结构和尺寸设计合适的模具,

薄壁轮辐铝合金轮毂低压铸造工艺仿真及试验.docx
薄壁轮辐铝合金轮毂低压铸造工艺仿真及试验薄壁轮辐铝合金轮毂低压铸造工艺仿真及试验摘要:随着汽车工业的发展,轮毂作为汽车的重要组成部分,对于汽车的安全性能和外观造型起着关键作用。铝合金轮毂因其较低的重量、良好的强度和优良的耐腐蚀性能而成为一种理想的轮毂材料。本论文以薄壁轮辐铝合金轮毂低压铸造工艺为研究对象,通过仿真分析和试验验证的方式,探索了该工艺的可行性和优化方法,为轮毂制造工艺的改进提供了重要依据。关键词:薄壁轮辐;铝合金轮毂;低压铸造;工艺仿真;试验1引言轮毂作为汽车重要的安全和美观组成部分,铝合金轮

铝合金轮毂铸造工艺流程.docx
铝合金轮毂铸造工艺流程铝合金轮毂是现代车辆制造中不可或缺的零部件之一,主要作用是通过承受车辆重量和外力荷载,在行驶过程中确保车辆的稳定性和安全性。铝合金轮毂轻质且具有良好的强度和耐磨性,使得它在车辆轮胎的选择中逐渐成为主流。铝合金轮毂的制造工艺是一个复杂的过程,它涉及到材料的选择、模具设计、铸造工艺以及表面处理等多个环节。下面我们将详细介绍铝合金轮毂的制造工艺流程。一、材料的选择铝合金轮毂主要采用的材料是高强度铝合金。其中最常用的铝合金是A356.2,它具有良好的铸造性能和机械性能,并且在热处理过程中可以
汽车铝合金轮毂低温铸造工艺.pdf
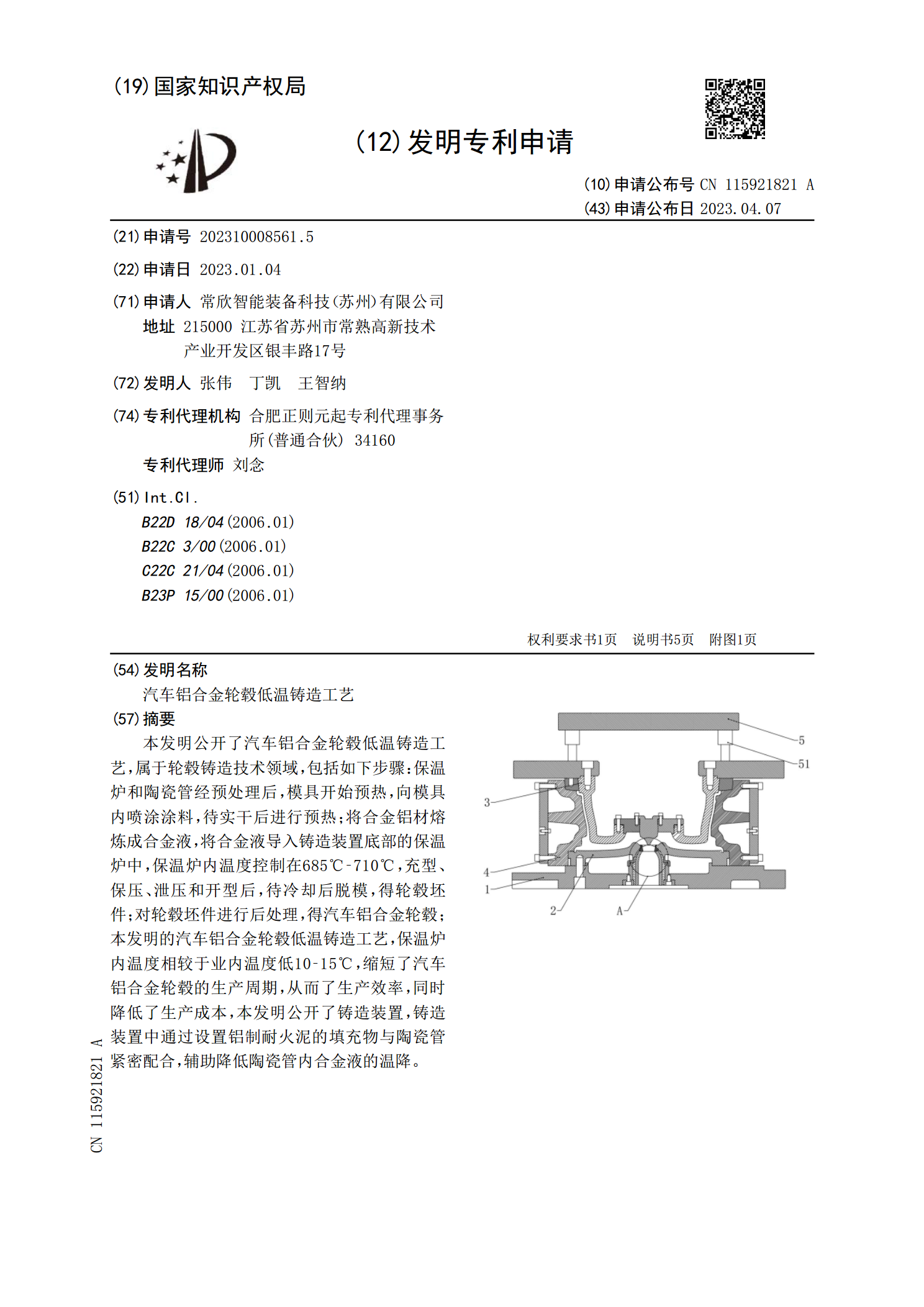
本发明公开了汽车铝合金轮毂低温铸造工艺,属于轮毂铸造技术领域,包括如下步骤:保温炉和陶瓷管经预处理后,模具开始预热,向模具内喷涂涂料,待实干后进行预热;将合金铝材熔炼成合金液,将合金液导入铸造装置底部的保温炉中,保温炉内温度控制在685℃‑710℃,充型、保压、泄压和开型后,待冷却后脱模,得轮毂坯件;对轮毂坯件进行后处理,得汽车铝合金轮毂;本发明的汽车铝合金轮毂低温铸造工艺,保温炉内温度相较于业内温度低10‑15℃,缩短了汽车铝合金轮毂的生产周期,从而了生产效率,同时降低了生产成本,本发明公开了铸造装置,

汽车铝合金轮毂低温铸造工艺.pdf
本发明汽车铝合金轮毂低温铸造工艺,涉及一种铸造工艺,将液态铝合金转注入保温炉后,再进行升液、充型、增压、保压、自然冷却,保温炉内液态铝合金的体积不得低于保温炉容积的三分之一,每一次将液态铝合金转注入保温炉的时间为30‑60秒,保温炉内的液态铝合金温度控制在660℃‑675℃范围内,升液的压力为150‑250mbar,每一次压铸一个轮毂的升液的时间为5‑11秒,保压压力为680‑730mbar,保压时间为100‑140s。采用本发明工艺后,保温炉内的液态铝合金温度较业内一般工艺控制的液态铝合金温度要低20