
薄壁轴承内圈沟道的逃逸磨削方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁轴承内圈沟道的逃逸磨削方法.docx
薄壁轴承内圈沟道的逃逸磨削方法薄壁轴承内圈沟道的逃逸磨削方法随着工业技术的不断发展,薄壁轴承作为一种高精度、高速度、高承载能力和高耐磨耗等优点的轴承,在机械制造领域得到了广泛的应用。而作为构成薄壁轴承的重要部件之一,轴承的内圈沟道是其承受载荷和传递动能的核心部分,同时也是产生摩擦、磨损等问题的重要原因,因此对于内圈沟道的磨削技术的研究是至关重要的。逃逸磨削方法是一种在传统磨削方法基础上,通过增加轴承运动参数来实现的一种高效率、高精度、低热影响的磨削方法。其原理是通过加速切削液的速度和增加对轴承内圈的润滑和

薄壁轴承内圈沟道的逃逸磨削方法.docx
薄壁轴承内圈沟道的逃逸磨削方法薄壁轴承是一种广泛应用于各类机器设备中的轴承类型。由于其结构特殊,且承受高速旋转和重负荷的工作条件,因此薄壁轴承在使用过程中经常会出现内圈沟道的逃逸磨削问题。本论文将针对薄壁轴承内圈沟道的逃逸磨削问题进行研究,分析其原因和解决方法。一、薄壁轴承内圈沟道的逃逸磨削原因1.1加工精度不良薄壁轴承的内圈沟道加工精度对轴承的使用寿命和性能有重要影响。如果加工精度不高,包括沟道圆度、直线度和表面粗糙度等方面的问题,会导致内圈在使用过程中不稳定,产生逃逸磨削现象。1.2高速旋转引起的离心
高精度深沟球轴承内圈沟道与内外径复合磨削装置及方法.pdf
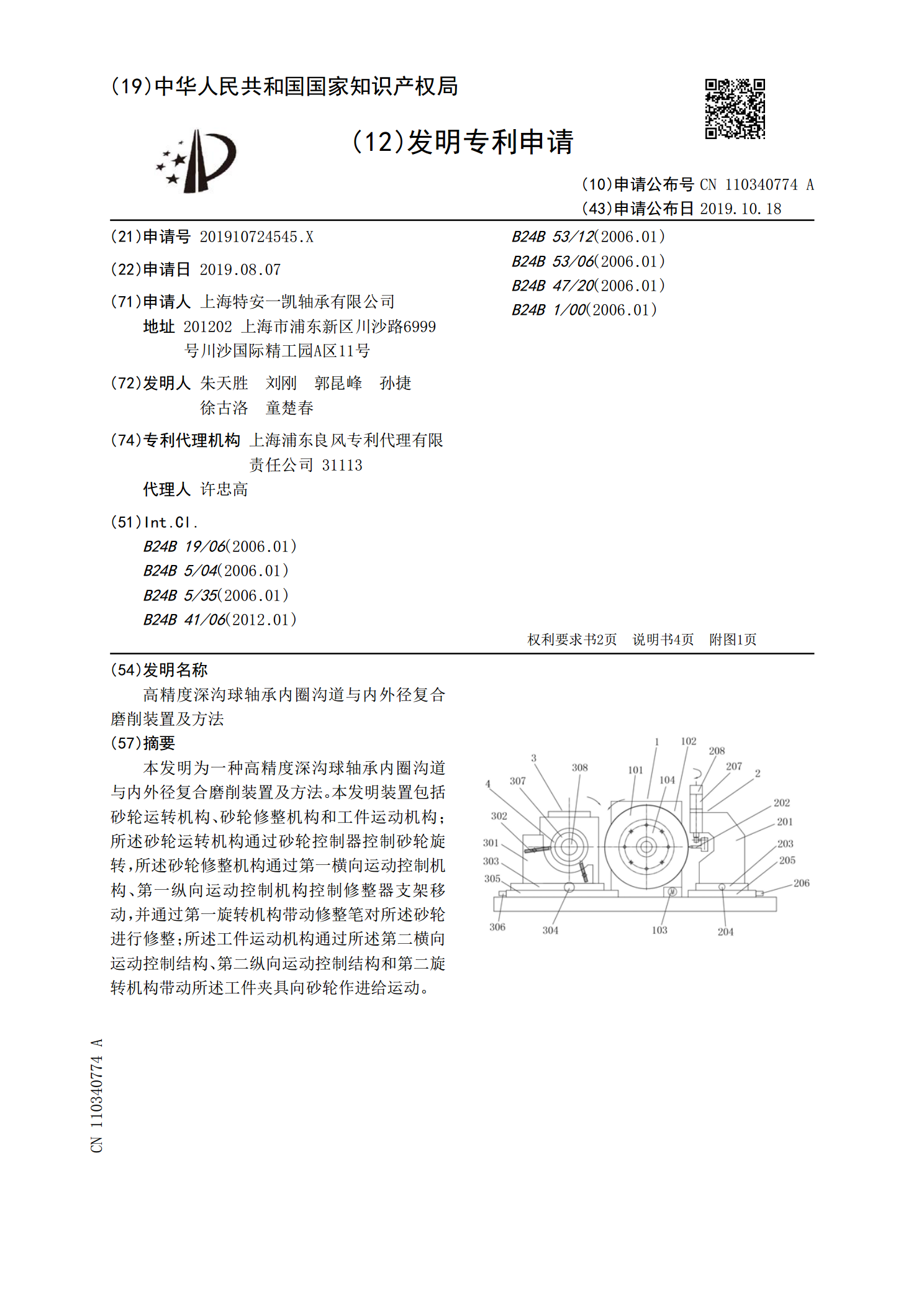
本发明为一种高精度深沟球轴承内圈沟道与内外径复合磨削装置及方法。本发明装置包括砂轮运转机构、砂轮修整机构和工件运动机构;所述砂轮运转机构通过砂轮控制器控制砂轮旋转,所述砂轮修整机构通过第一横向运动控制机构、第一纵向运动控制机构控制修整器支架移动,并通过第一旋转机构带动修整笔对所述砂轮进行修整;所述工件运动机构通过所述第二横向运动控制结构、第二纵向运动控制结构和第二旋转机构带动所述工件夹具向砂轮作进给运动。

轮毂轴承内圈的成型磨削方法.docx
轮毂轴承内圈的成型磨削方法轮毂轴承是汽车和其他机械设备中非常重要的零件之一,它起着支撑轮毂转动的作用。在轮毂轴承中,轴承内圈的成型磨削是一项重要的加工工艺,它直接影响轮毂轴承的性能和使用寿命。本文将详细介绍轮毂轴承内圈成型磨削的方法。成型磨削是一种通过先加工再磨削的工艺,它可以用于对轴承内圈进行精确的形状和尺寸控制。成型磨削由以下几个步骤组成:第一步,准备工作。在进行轮毂轴承内圈的成型磨削之前,需要进行准备工作,包括选择合适的磨削机床、刀具和磨粒,并对工件进行固定和夹紧。第二步,加工成型。在进行成型磨削之

CBN砂轮磨削薄壁球轴承内圈滚道的试验研究.docx
CBN砂轮磨削薄壁球轴承内圈滚道的试验研究一、前言球轴承是机器中常用的一种轴承,其结构复杂,制造难度大,而轴承内圈滚道是球轴承中最重要的部件之一。因此,如何制造高质量的轴承内圈滚道,一直是轴承制造过程中亟待解决的重要问题。CBN砂轮作为一种高效的磨削工具,能够提高磨削效率和磨削精度。本文便以CBN砂轮磨削薄壁球轴承内圈滚道的试验研究为题,对相关知识进行了探讨。二、CBN砂轮的特点和应用范围CBN砂轮是由立方氮化硼制成的磨削工具,具有极高的硬度、强度和耐热性,是目前公认的最优异磨削工具之一。CBN砂轮具有以