
一种复合管翻边成型装置及成型方法.pdf

玉怡****文档


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种复合管翻边成型装置及成型方法.pdf
一种复合管翻边成型装置及成型方法,成型装置的进出料架活动挡板采用特定的弧形结构,将单根复合管拨入工位及拨出。模具移动机构带动加热模具和成型模具移动,进行加热和翻边定型。加热时,升高的旋转支承轮组带动工位的复合管低速转动。翻边定型时,夹紧机构将复合管夹紧定位。本发明提出了两种新型模具移动机构:直线移动式和摆动移动式。同时,提出了应用上述装置进行复合管翻边成型的方法。与现有技术相比,本发明具有操作方便、省人省力、自动化程度高的有限,并且翻边定型的效率高、质量好,能够适用于各种复合管的翻边定型。
高翻边孔成型方法.pdf
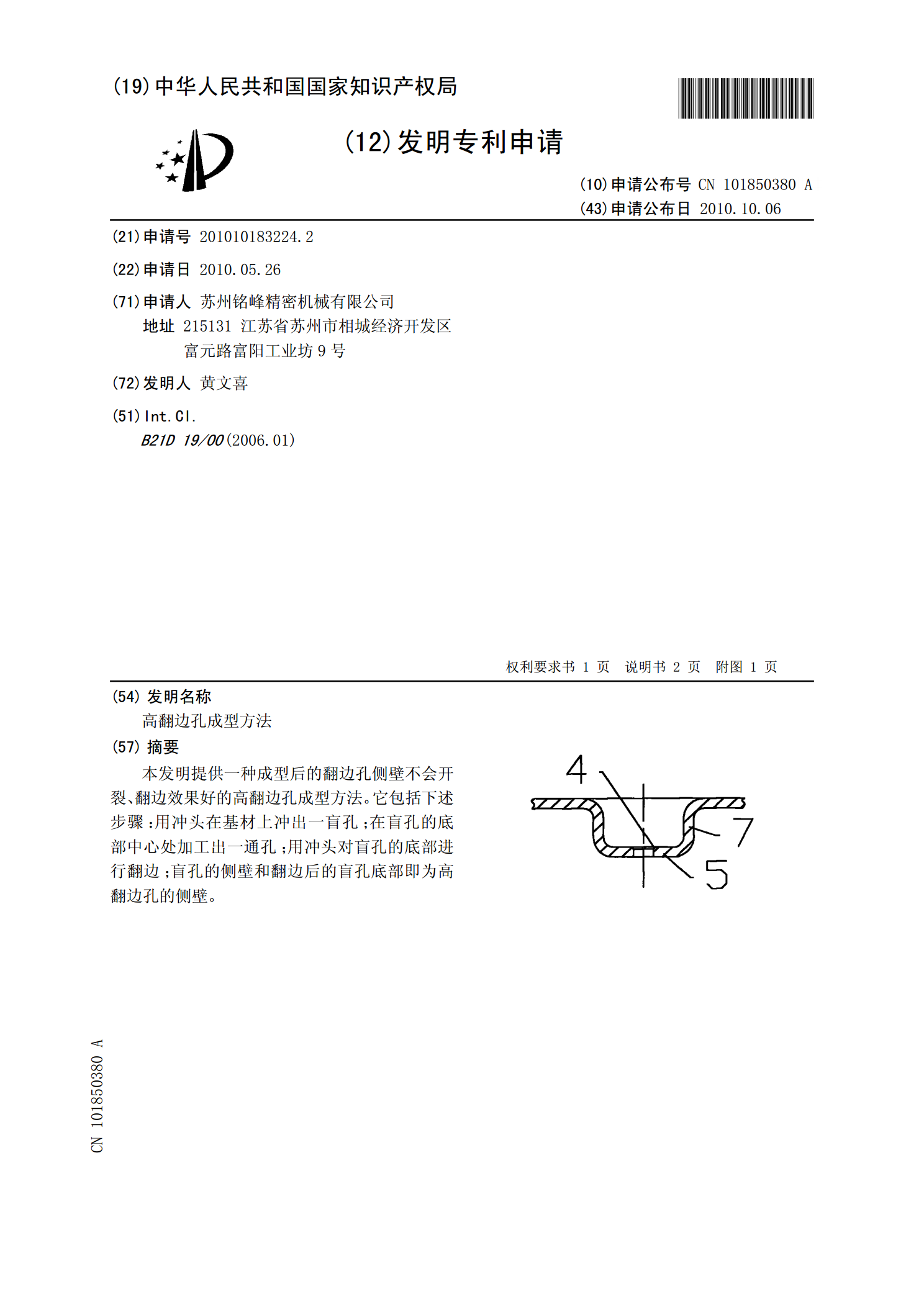
本发明提供一种成型后的翻边孔侧壁不会开裂、翻边效果好的高翻边孔成型方法。它包括下述步骤:用冲头在基材上冲出一盲孔;在盲孔的底部中心处加工出一通孔;用冲头对盲孔的底部进行翻边;盲孔的侧壁和翻边后的盲孔底部即为高翻边孔的侧壁。

一种齿轮冷旋压翻边成型方法.pdf
一种齿轮冷旋压翻边成型方法,其成型步骤包括坯料预制,成型设备旋压机包括在同一工作面上同步旋转的至少三根轴旋轮:通过旋压完成成形、缩径、收口、封底、翻边、卷边和压筋工序,制得符合设计规格尺寸的带纵齿的齿轮成品,其特征在于坯料预制后依次有以下步骤;1)装夹预制坯料;2)控制主动轴旋轮与从动轴旋轮同步同比例同速运动;3)对预制坯料进行外圆变径旋压;4)对预制坯料进行齿部旋压,最终制得齿轮成品;5)控制主动轴旋轮沿径向进给方向退回,准备进行下一个预制坯料成型。本发明方法提高了齿面的硬度、光洁度,可以补偿齿面变宽,
一种成型装置及成型方法.pdf
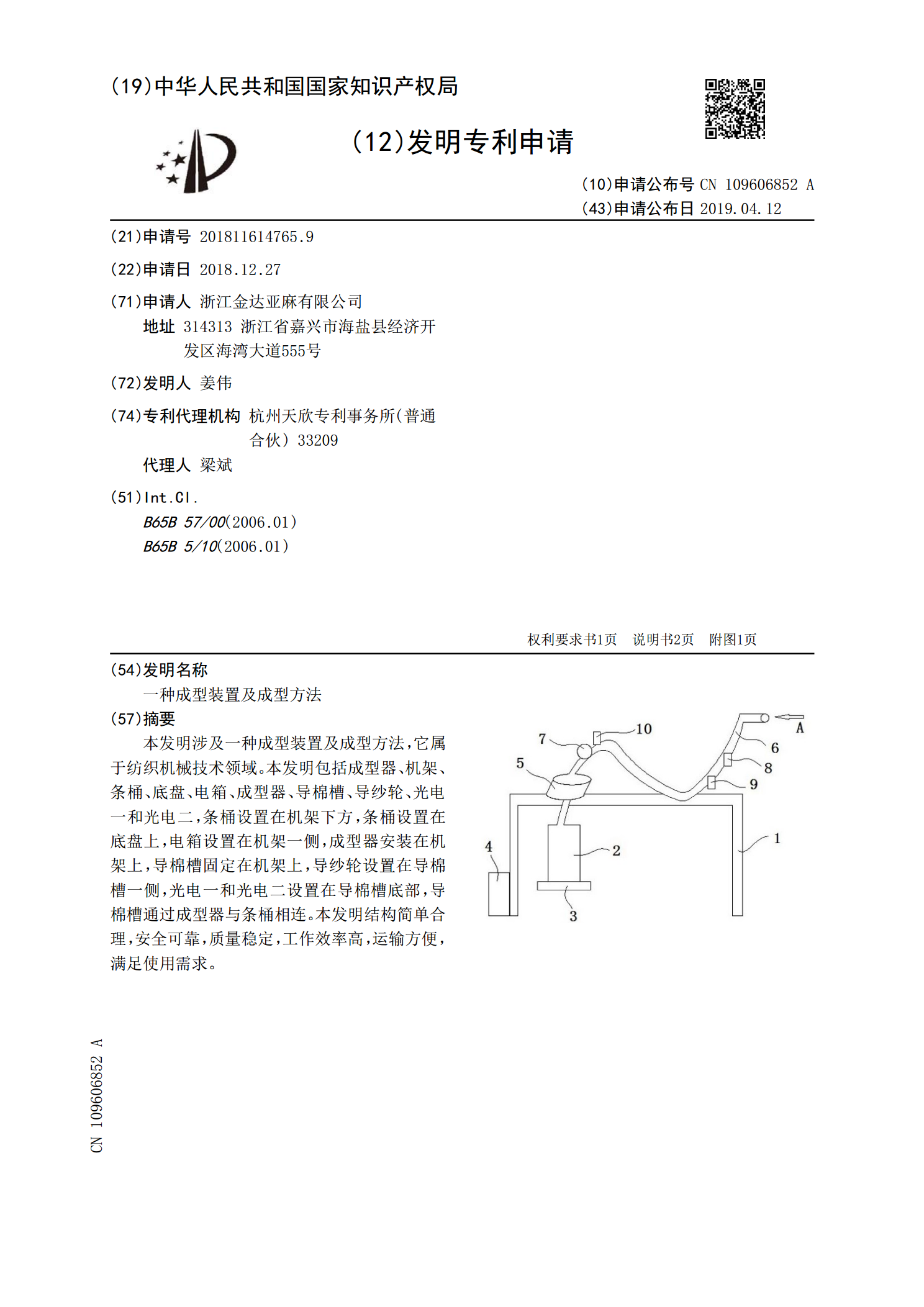
本发明涉及一种成型装置及成型方法,它属于纺织机械技术领域。本发明包括成型器、机架、条桶、底盘、电箱、成型器、导棉槽、导纱轮、光电一和光电二,条桶设置在机架下方,条桶设置在底盘上,电箱设置在机架一侧,成型器安装在机架上,导棉槽固定在机架上,导纱轮设置在导棉槽一侧,光电一和光电二设置在导棉槽底部,导棉槽通过成型器与条桶相连。本发明结构简单合理,安全可靠,质量稳定,工作效率高,运输方便,满足使用需求。
一种垫片成型装置及成型方法.pdf
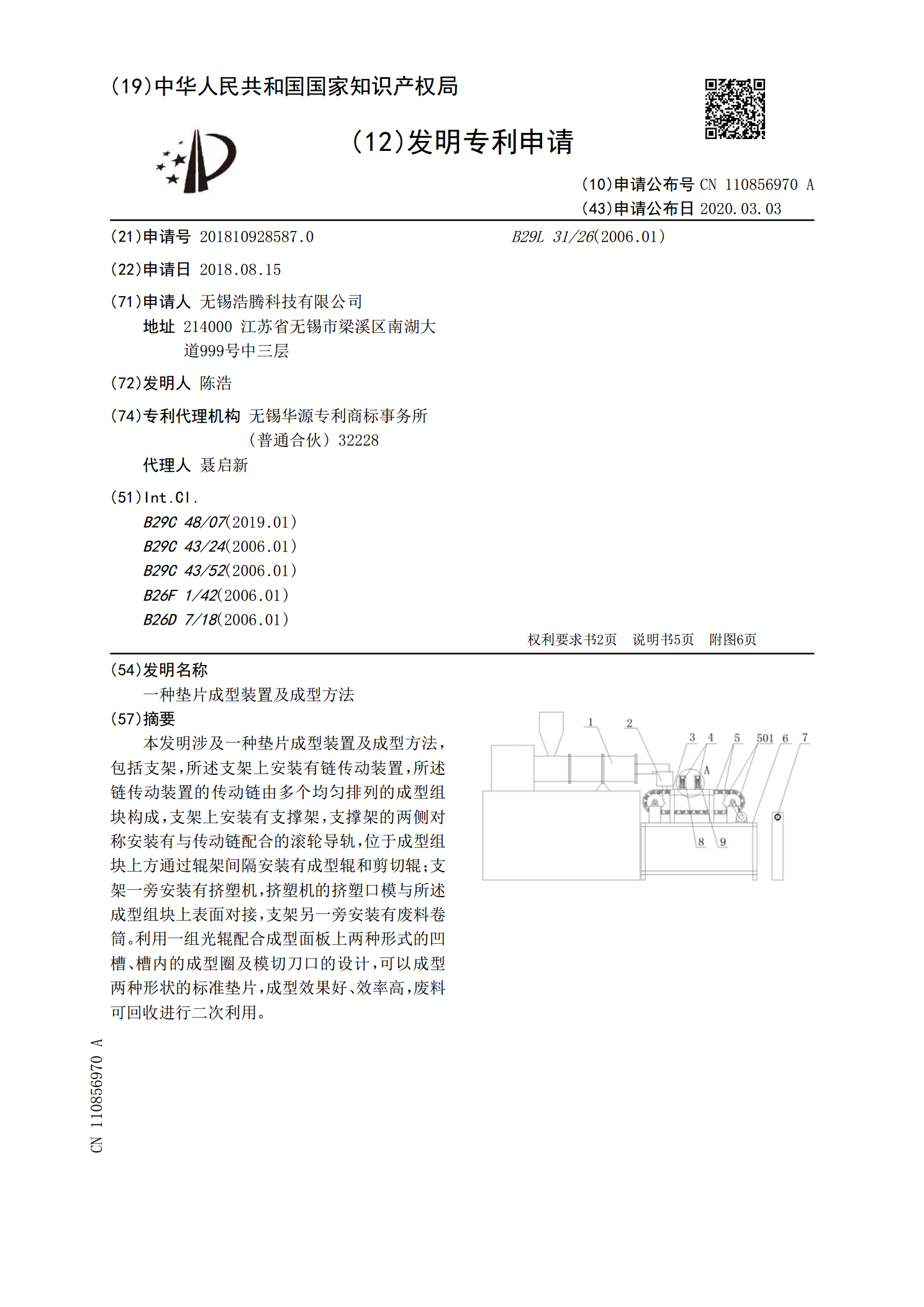
本发明涉及一种垫片成型装置及成型方法,包括支架,所述支架上安装有链传动装置,所述链传动装置的传动链由多个均匀排列的成型组块构成,支架上安装有支撑架,支撑架的两侧对称安装有与传动链配合的滚轮导轨,位于成型组块上方通过辊架间隔安装有成型辊和剪切辊;支架一旁安装有挤塑机,挤塑机的挤塑口模与所述成型组块上表面对接,支架另一旁安装有废料卷筒。利用一组光辊配合成型面板上两种形式的凹槽、槽内的成型圈及模切刀口的设计,可以成型两种形状的标准垫片,成型效果好、效率高,废料可回收进行二次利用。