
高翻边孔成型方法.pdf

阳炎****找我


1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高翻边孔成型方法.pdf
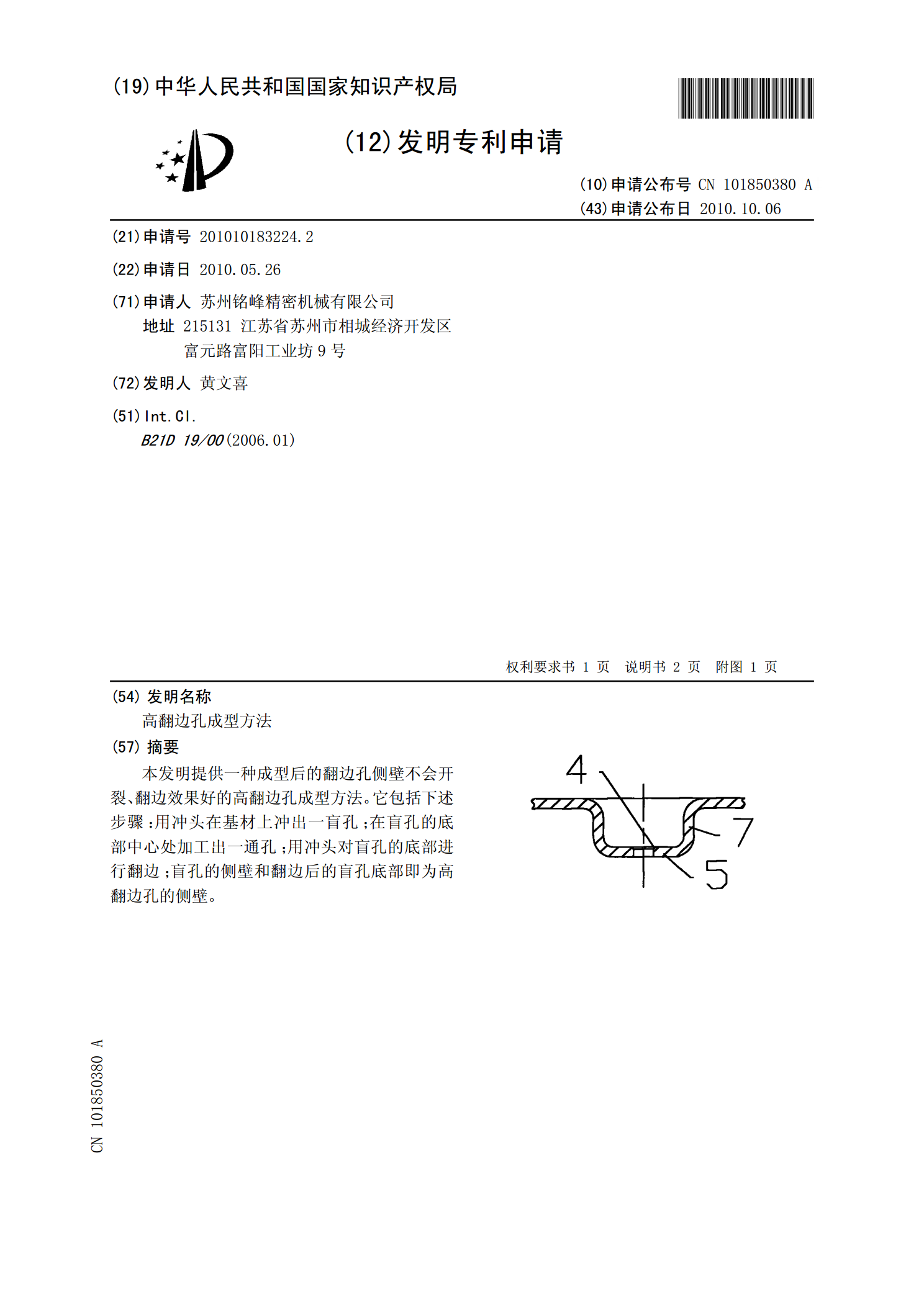
本发明提供一种成型后的翻边孔侧壁不会开裂、翻边效果好的高翻边孔成型方法。它包括下述步骤:用冲头在基材上冲出一盲孔;在盲孔的底部中心处加工出一通孔;用冲头对盲孔的底部进行翻边;盲孔的侧壁和翻边后的盲孔底部即为高翻边孔的侧壁。
翻边孔快速制造方法.pdf
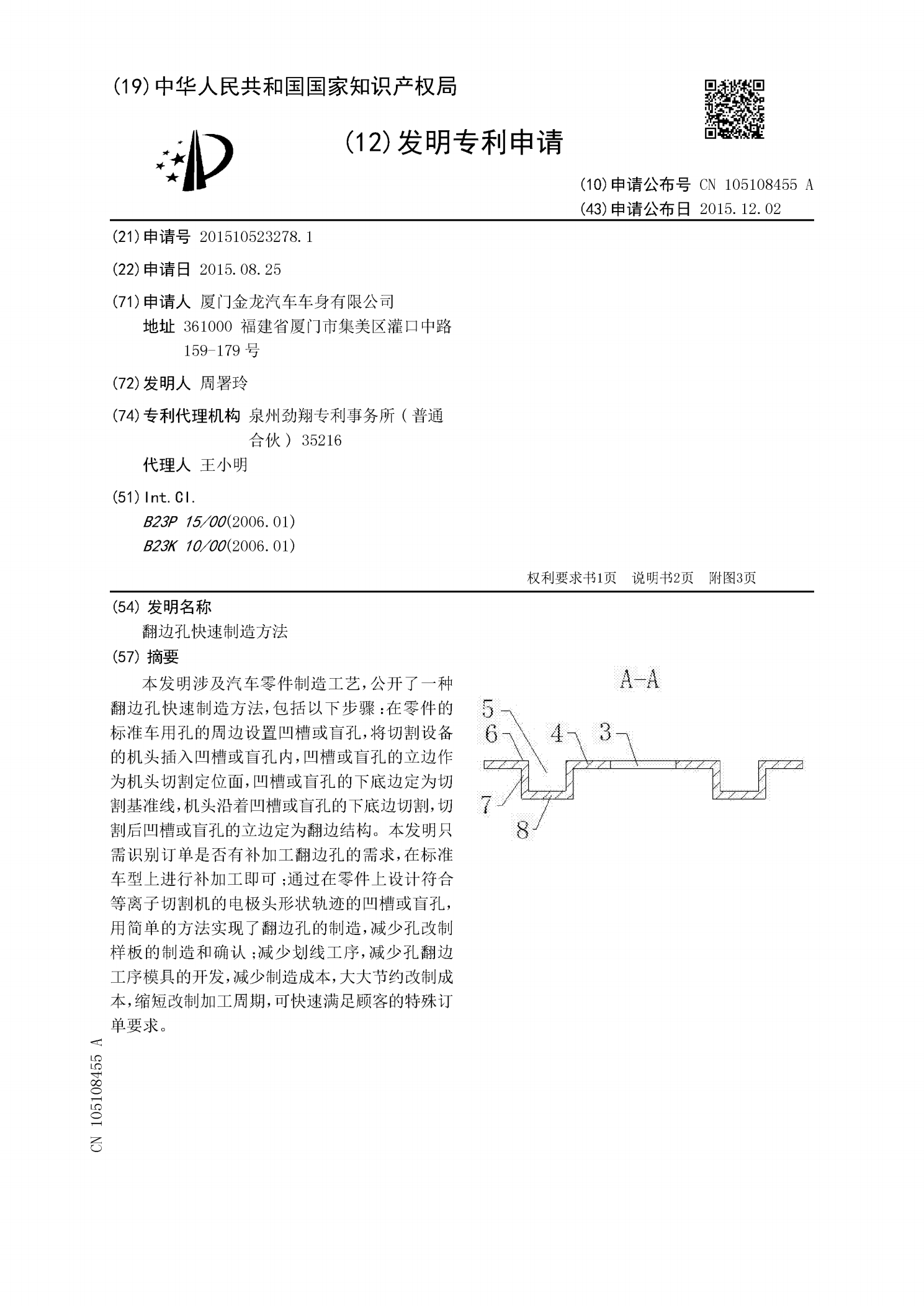
本发明涉及汽车零件制造工艺,公开了一种翻边孔快速制造方法,包括以下步骤:在零件的标准车用孔的周边设置凹槽或盲孔,将切割设备的机头插入凹槽或盲孔内,凹槽或盲孔的立边作为机头切割定位面,凹槽或盲孔的下底边定为切割基准线,机头沿着凹槽或盲孔的下底边切割,切割后凹槽或盲孔的立边定为翻边结构。本发明只需识别订单是否有补加工翻边孔的需求,在标准车型上进行补加工即可;通过在零件上设计符合等离子切割机的电极头形状轨迹的凹槽或盲孔,用简单的方法实现了翻边孔的制造,减少孔改制样板的制造和确认;减少划线工序,减少孔翻边工序模具
双面翻边和内孔精准拉伸成型模具及成型工艺.pdf
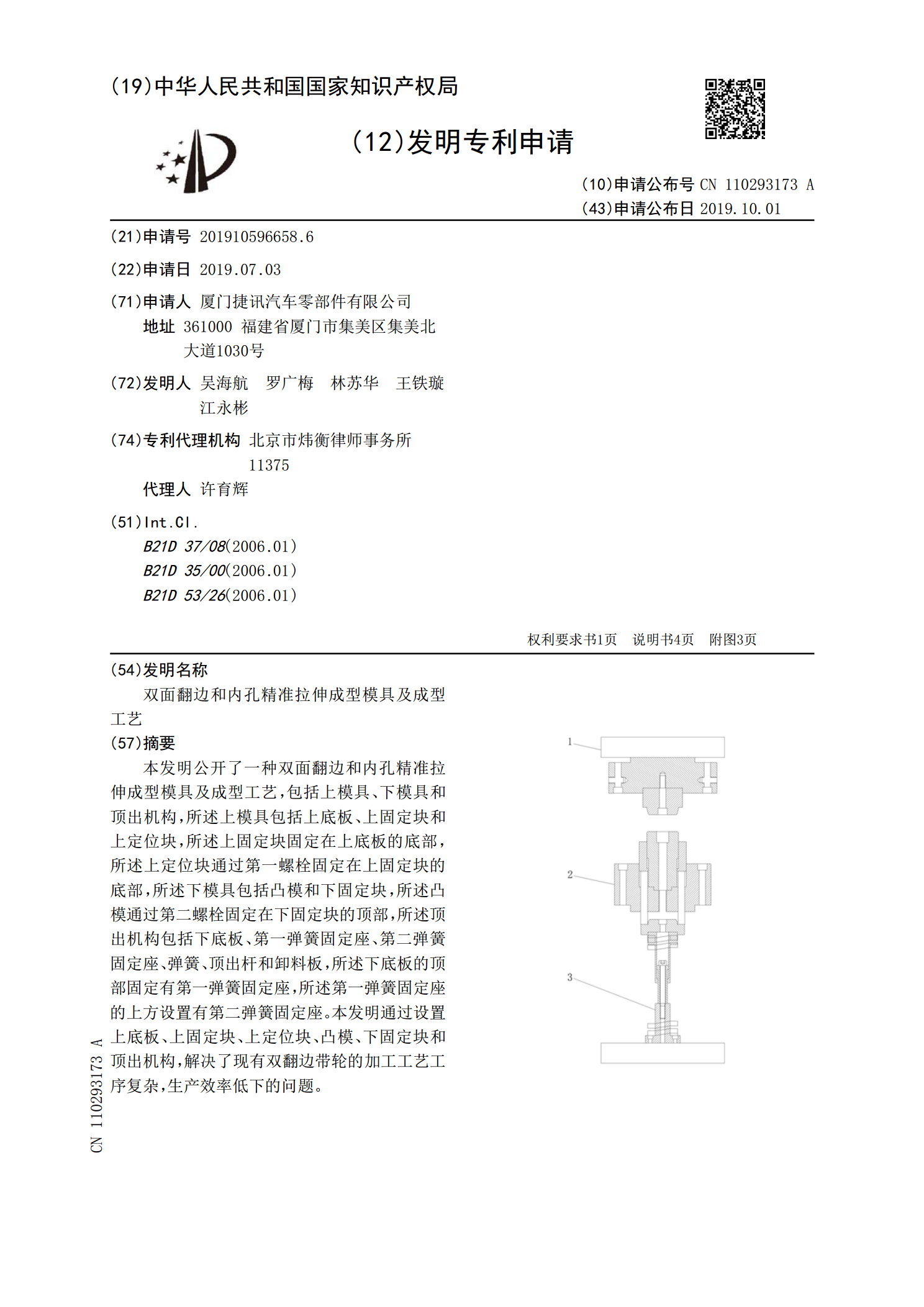
本发明公开了一种双面翻边和内孔精准拉伸成型模具及成型工艺,包括上模具、下模具和顶出机构,所述上模具包括上底板、上固定块和上定位块,所述上固定块固定在上底板的底部,所述上定位块通过第一螺栓固定在上固定块的底部,所述下模具包括凸模和下固定块,所述凸模通过第二螺栓固定在下固定块的顶部,所述顶出机构包括下底板、第一弹簧固定座、第二弹簧固定座、弹簧、顶出杆和卸料板,所述下底板的顶部固定有第一弹簧固定座,所述第一弹簧固定座的上方设置有第二弹簧固定座。本发明通过设置上底板、上固定块、上定位块、凸模、下固定块和顶出机构,

数控边板翻边孔毛刺控制方法.docx
数控边板翻边孔毛刺控制方法标题:数控边板翻边孔毛刺控制方法摘要:数控边板翻边孔毛刺是加工过程中常见的问题,其产生主要是由于切削工具与工件翻边孔相对运动时,刀具对工件的切割力不均匀导致。本论文将从刀具选择、刀具磨损监测、切割参数优化等方面探讨数控边板翻边孔毛刺的控制方法。研究结果表明,通过合理选择刀具、监测刀具磨损并及时更换以及优化切割参数可以有效降低数控边板翻边孔毛刺的发生。一、引言数控边板翻边孔毛刺是制造业生产中常见的质量问题,对产品的外观和性能产生不利影响。因此,实现数控边板翻边孔毛刺的控制成为制造业
翻边翻边整形翻孔设计规范.doc
目录1翻边旳分类.......................................................22垂直翻边.........................................................23水平斜楔翻边和倾斜斜楔翻边.......................................284下平面图.........................................................385上平面图....