
一种风电轴承内外圈加工工艺.pdf

努力****爱静

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风电轴承内外圈加工工艺.pdf
本发明涉及一种风电轴承内外圈加工工艺,包括锻造、正回火、粗车、调质、半精车、锻件复检、粗车、精车、齿加工、滚道及齿轮淬火、钻孔、磨削、防腐、装配、验收、注脂、包装等工序,其特征是在滚道及齿轮淬火后经过-160℃~-180℃深冷处理36h~48h,在磨削后经过-120℃~-160℃深冷处理12h~24h。本发明的优点在于:本发明处理后的内外圈表面硬度高、耐磨性能好、精度高。
一种轴承外圈加工工艺.pdf
本发明公开了一种轴承外圈加工工艺,包括以下步骤:步骤一,双锻;步骤二,退火;步骤三,双车;步骤四,双淬回火;步骤五,磨床加工;步骤六,分圈;步骤七,车削加工;步骤八,附加回火;步骤九,测量检验;其中在上述步骤一中,选取轴承钢为原料,然后将轴承钢放置在加热炉中进行一次加热处理,当加热完成后对轴承钢进行剪切成单个料段,该发明,改变了传统中对单个轴承外圈的生产工艺,对组合在一起的轴承外圈进行加工生产,有利于料段的在进行锻造的过程中受力集中,避免了在锻造的过程中由于受力不均匀导致料段的变形,有利于节约材料,同时利
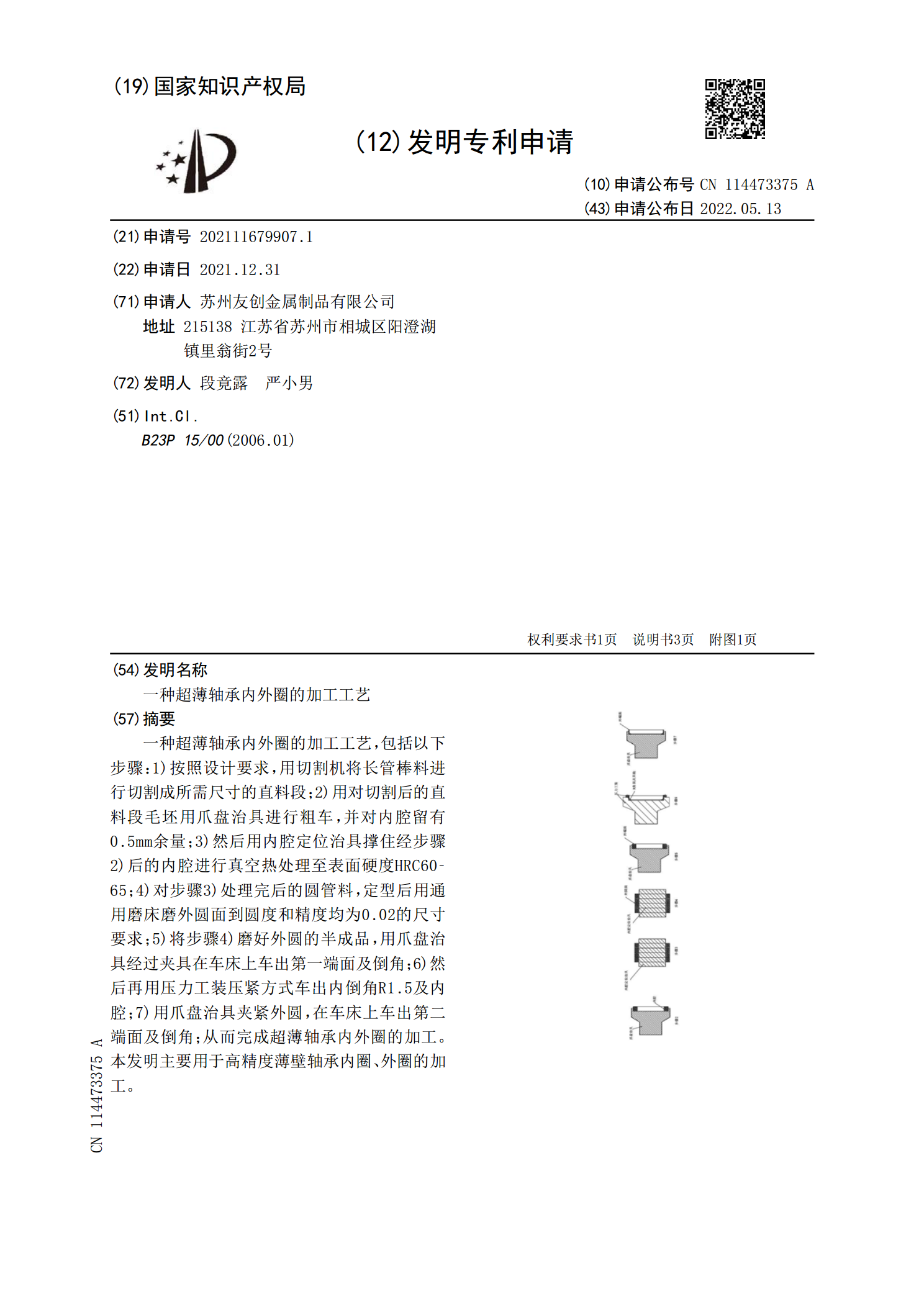
一种超薄轴承内外圈的加工工艺.pdf
一种超薄轴承内外圈的加工工艺,包括以下步骤:1)按照设计要求,用切割机将长管棒料进行切割成所需尺寸的直料段;2)用对切割后的直料段毛坯用爪盘治具进行粗车,并对内腔留有0.5mm余量;3)然后用内腔定位治具撑住经步骤2)后的内腔进行真空热处理至表面硬度HRC60?65;4)对步骤3)处理完后的圆管料,定型后用通用磨床磨外圆面到圆度和精度均为0.02的尺寸要求;5)将步骤4)磨好外圆的半成品,用爪盘治具经过夹具在车床上车出第一端面及倒角;6)然后再用压力工装压紧方式车出内倒角R1.5及内腔;7)用爪盘治具夹紧

一种螺杆转子轴颈轴承外圈加工工艺.pdf
本发明提供了一种螺杆转子轴颈轴承外圈加工工艺,属于轴承技术领域。一种螺杆转子轴颈轴承外圈加工工艺,其特征在于,包括以下步骤:S1、配料:将料管进行酸洗处理,然后将料管表皮切削,接着将棒料进行裁切,得到轴承外圈毛坯;S2、成型:将轴承外圈毛坯放到加热炉内进行加热,加热温度为300‑350℃,加热时间为30‑40min,最后冷却到室温;S3、开槽:将步骤S2中的轴承外圈毛坯内圈上开设有弧形的凹槽面;S4、第一次研磨:将步骤S3中的轴承外圈毛坯放入到打磨装置上进行打磨,将轴承外圈毛坯的内表面、外表面以及凹槽面打
161001126-李佩芳-东方电气2447风电变桨轴承内外圈加工工艺设计.doc
本科论文目录摘要IAbstractII引言11风电变桨轴承概述21.1□风电变桨轴承简介21.2□风电变桨轴承的基本结构21.3□风电变桨轴承国内外研究现状41.4风电变桨轴承工艺设计研究目的与意义51.5论文的主要研究内容52零件分析72.1结构分析72.2工艺分析82.3技术要求分析122.4轴承内外圈毛坯料选择173工艺规程设计193.1基准选择193.2制定工艺路线204确定切削用量及进给量相关计算274.1外圈车加工相关计算274.2外圈孔加工相关计算28