
一种螺杆转子轴颈轴承外圈加工工艺.pdf

建英****66

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种螺杆转子轴颈轴承外圈加工工艺.pdf
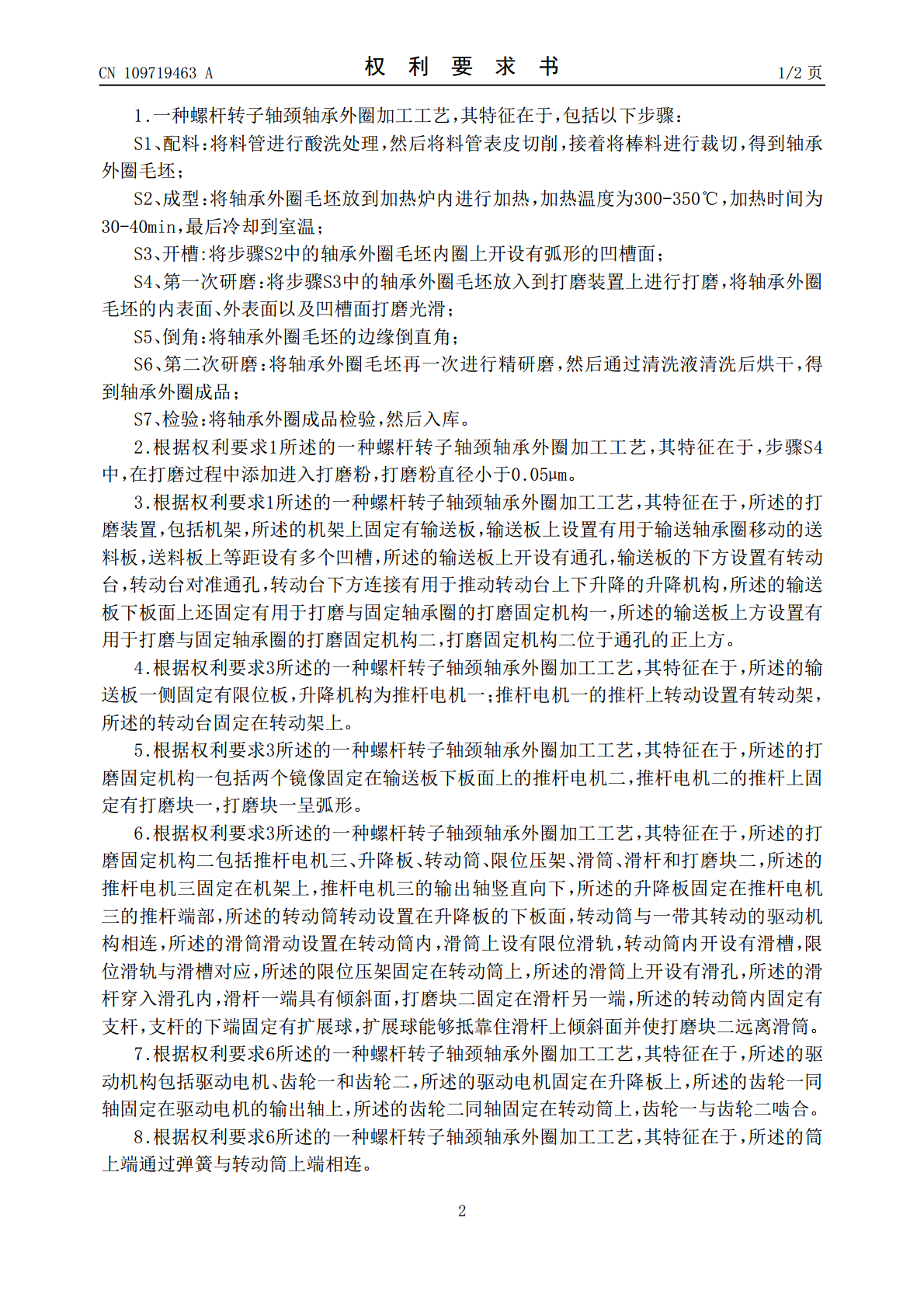
本发明提供了一种螺杆转子轴颈轴承外圈加工工艺,属于轴承技术领域。一种螺杆转子轴颈轴承外圈加工工艺,其特征在于,包括以下步骤:S1、配料:将料管进行酸洗处理,然后将料管表皮切削,接着将棒料进行裁切,得到轴承外圈毛坯;S2、成型:将轴承外圈毛坯放到加热炉内进行加热,加热温度为300‑350℃,加热时间为30‑40min,最后冷却到室温;S3、开槽:将步骤S2中的轴承外圈毛坯内圈上开设有弧形的凹槽面;S4、第一次研磨:将步骤S3中的轴承外圈毛坯放入到打磨装置上进行打磨,将轴承外圈毛坯的内表面、外表面以及凹槽面打

一种用于螺杆转子轴颈轴承内圈抛光的装置.pdf
本发明提供了一种用于螺杆转子轴颈轴承内圈抛光的装置,属于机械加工领域。本用于螺杆转子轴颈轴承内圈抛光的装置,包括输送架和抛光机架,输送架包括工作台一、工作台二和支脚一,工作台二上设置有传送机构,传送机构包括转台一、气缸一、气缸二、气缸三和夹具;抛光包括工作台三、工作台四和支脚二,工作台三的上表面设置有夹紧机构,夹紧机构包括气缸四、气缸五、气缸六、气缸七、气缸八和底座,工作台四的下表面设置有抛光机构,抛光机构包括电机一、电机二、转轴一、转轴二和抛光轮。本发明具有能够便捷、高效的实现对轴承内圈进行抛光的优点。
一种轴承外圈加工工艺.pdf
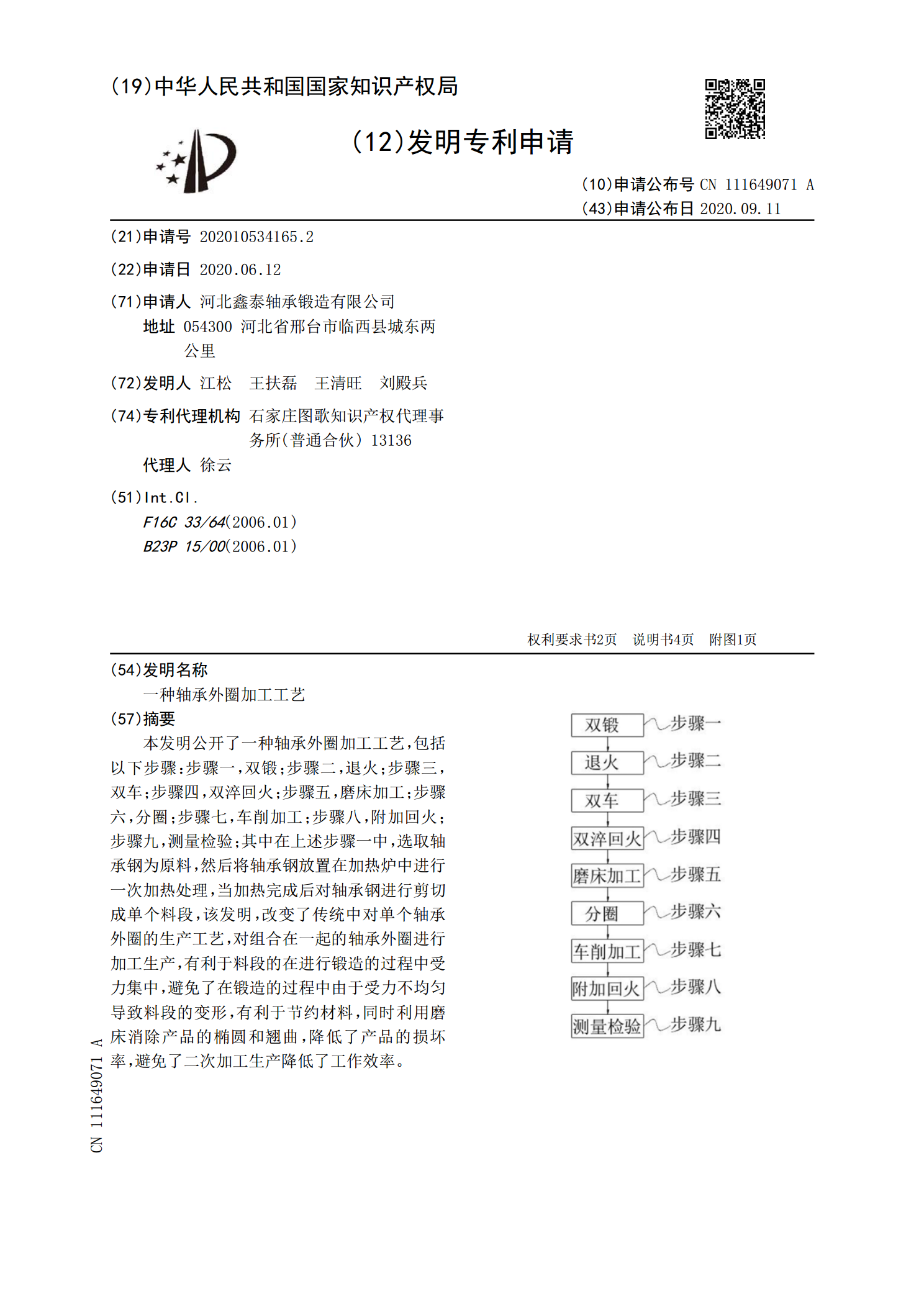
本发明公开了一种轴承外圈加工工艺,包括以下步骤:步骤一,双锻;步骤二,退火;步骤三,双车;步骤四,双淬回火;步骤五,磨床加工;步骤六,分圈;步骤七,车削加工;步骤八,附加回火;步骤九,测量检验;其中在上述步骤一中,选取轴承钢为原料,然后将轴承钢放置在加热炉中进行一次加热处理,当加热完成后对轴承钢进行剪切成单个料段,该发明,改变了传统中对单个轴承外圈的生产工艺,对组合在一起的轴承外圈进行加工生产,有利于料段的在进行锻造的过程中受力集中,避免了在锻造的过程中由于受力不均匀导致料段的变形,有利于节约材料,同时利
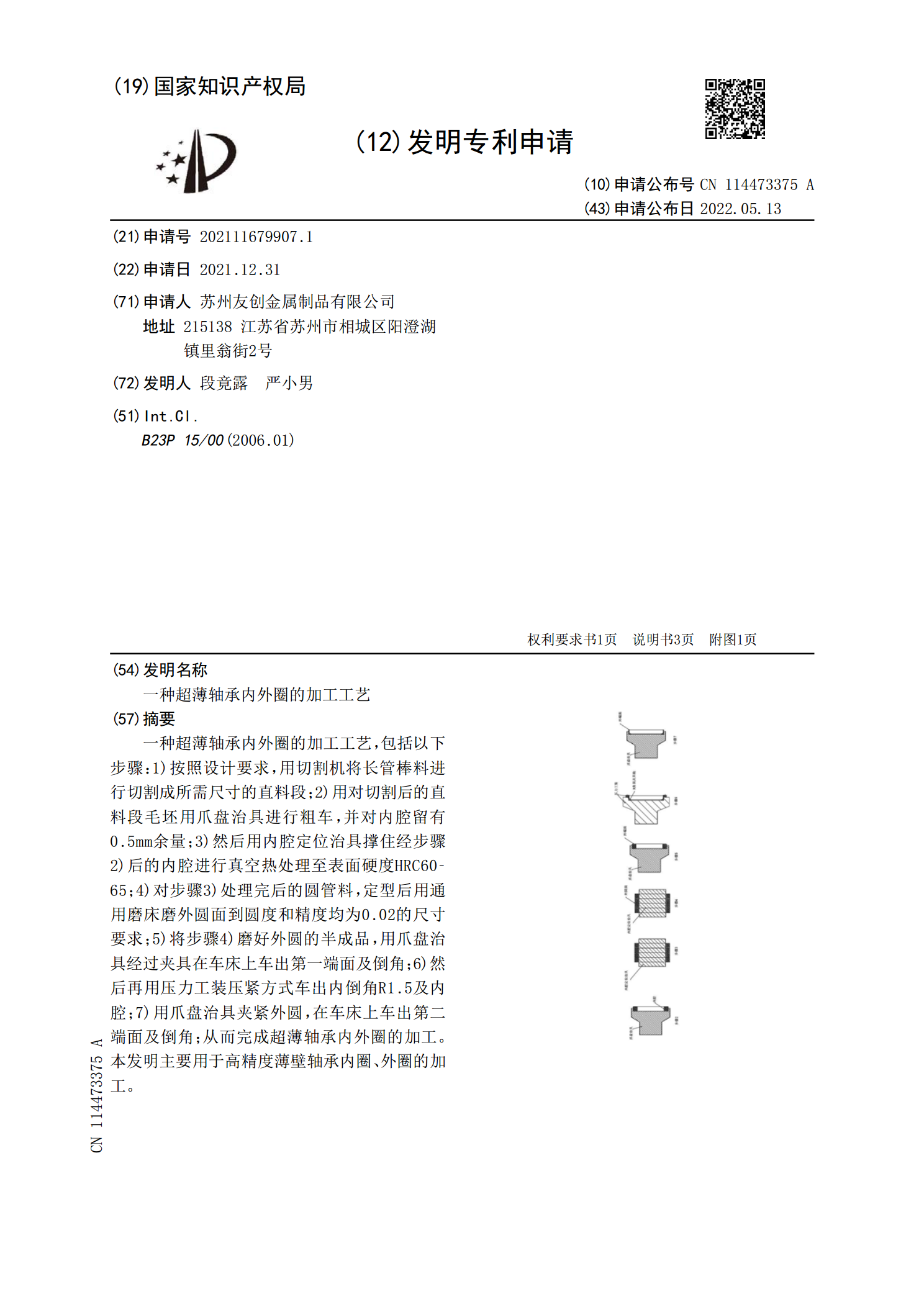
一种超薄轴承内外圈的加工工艺.pdf
一种超薄轴承内外圈的加工工艺,包括以下步骤:1)按照设计要求,用切割机将长管棒料进行切割成所需尺寸的直料段;2)用对切割后的直料段毛坯用爪盘治具进行粗车,并对内腔留有0.5mm余量;3)然后用内腔定位治具撑住经步骤2)后的内腔进行真空热处理至表面硬度HRC60?65;4)对步骤3)处理完后的圆管料,定型后用通用磨床磨外圆面到圆度和精度均为0.02的尺寸要求;5)将步骤4)磨好外圆的半成品,用爪盘治具经过夹具在车床上车出第一端面及倒角;6)然后再用压力工装压紧方式车出内倒角R1.5及内腔;7)用爪盘治具夹紧
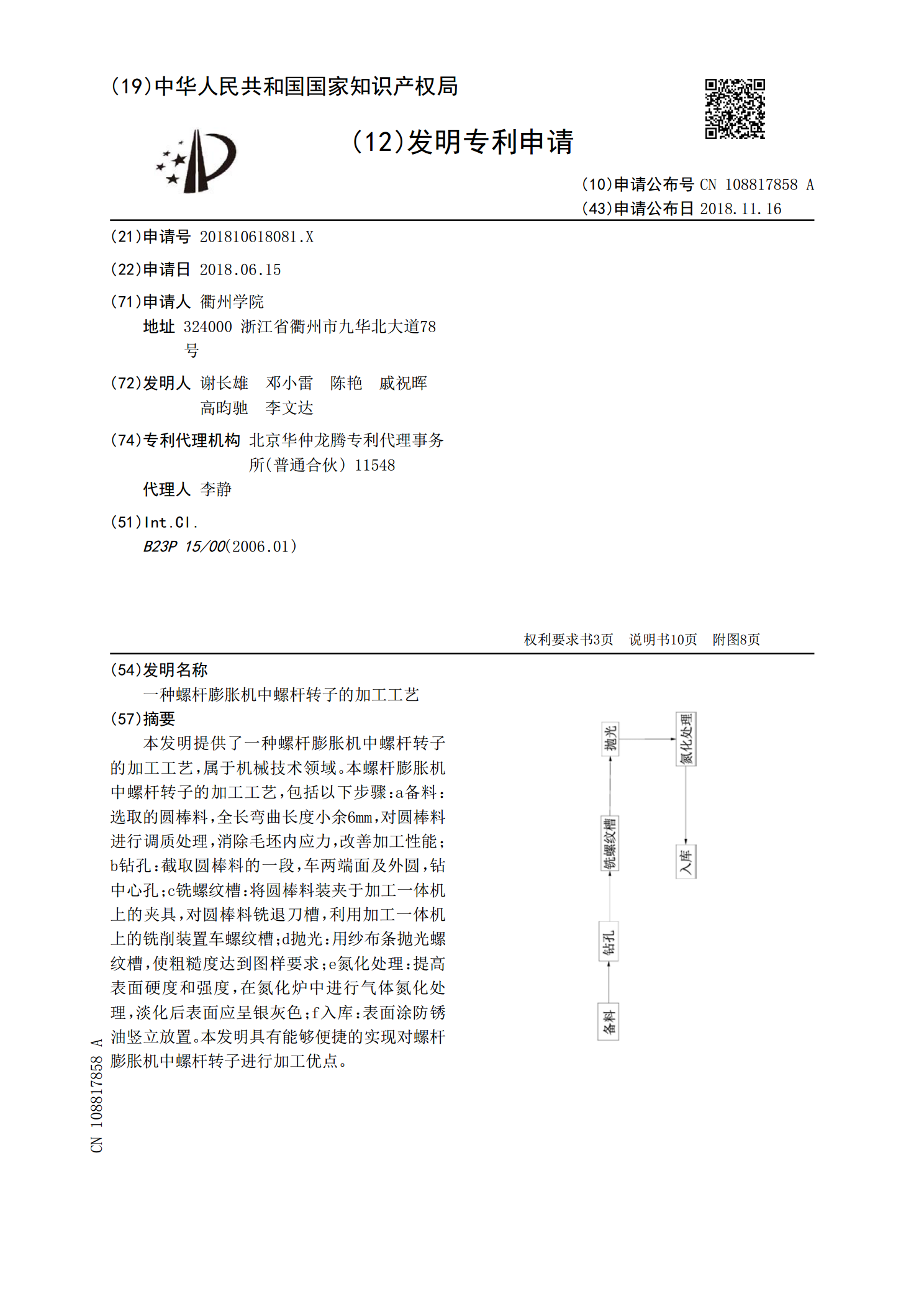
一种螺杆膨胀机中螺杆转子的加工工艺.pdf
本发明提供了一种螺杆膨胀机中螺杆转子的加工工艺,属于机械技术领域。本螺杆膨胀机中螺杆转子的加工工艺,包括以下步骤:a备料:选取的圆棒料,全长弯曲长度小余6mm,对圆棒料进行调质处理,消除毛坯内应力,改善加工性能;b钻孔:截取圆棒料的一段,车两端面及外圆,钻中心孔;c铣螺纹槽:将圆棒料装夹于加工一体机上的夹具,对圆棒料铣退刀槽,利用加工一体机上的铣削装置车螺纹槽;d抛光:用纱布条抛光螺纹槽,使粗糙度达到图样要求;e氮化处理:提高表面硬度和强度,在氮化炉中进行气体氮化处理,淡化后表面应呈银灰色;f入库:表面涂