
楔横轧工艺在汽车半轴.ppt

天马****23

1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
楔横轧工艺在汽车半轴.ppt
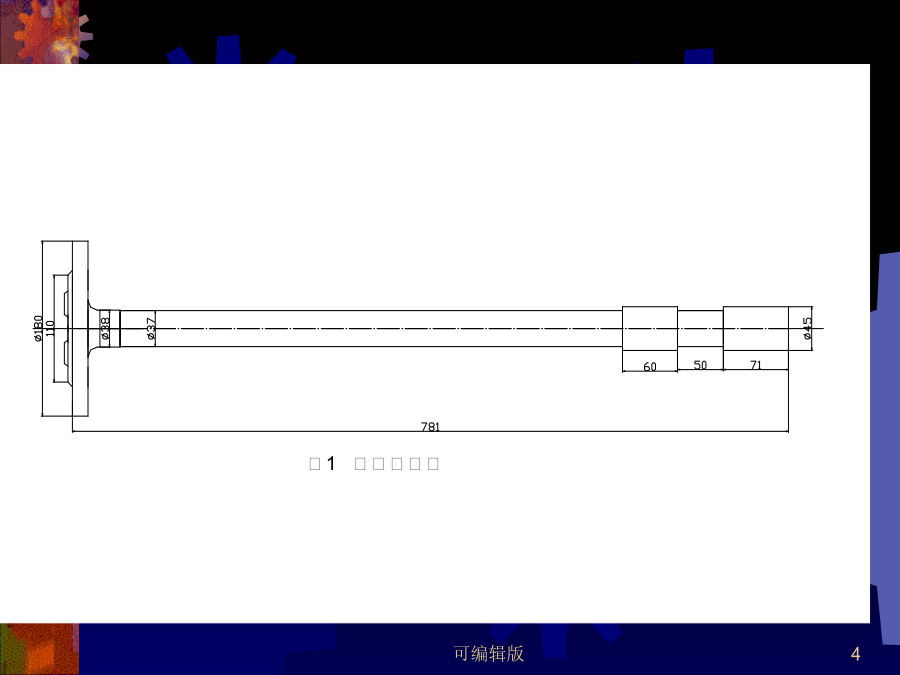
楔横轧工艺在汽车半轴生产中的应用一、前言2)摆碾机锻造。用摆碾机使半轴的头部成形,而杆部再利用车削的方法达到形状要求是许多中小型工厂普遍采用的生产工艺。其工艺过程是:首先对坯料进行局部加热,在油压机或螺旋压力机上进行端头墩粗,当金属聚集到一定程度之后,再到摆碾机上进行头部摆碾成型。该工艺特点是,一般需两火加热,因此能耗大生产效率低。4以上两种典型工艺方法,均采用局部墩粗工艺使头部成形而杆部不参加变形。而杆部成形最终是依靠机加工的方法来达到所要求的形状尺寸,这样杆部纤维切断,影响了杆部机械性能,而且材料利用
楔横轧工艺成形汽车变速箱阶梯轴_梁继才.pdf
汽车工艺与材料AUTOMOBILETECHNOLOGY&MATERIAL文章编号:103一88l7(20(刃)06一015一03楔横轧工艺成形汽车变速箱阶梯轴梁继才,刘化民,(吉林工业大学辊锻工艺研究所吉林长春13025)摘要:介绍了楔横轧工艺及模具设计,结合汽车变速箱阶梯轴楔横轧工艺,总结了楔横轧工艺参数的合理选定以及轧件在成形中出现的问题和解决办法。关键词:楔横轧工艺;汽车;阶梯轴.十.中图分类号:U463212106文献标识码:A。部分n及精整部分m楔横轧主要工艺参数有成形1楔横轧成形原理及工艺特点

汽车球销楔型横轧工艺.docx
汽车球销楔型横轧工艺汽车车身的制造工艺一直在不断地发展与创新,其中球销楔型横轧是一种被广泛应用的工艺。本文将探讨汽车球销楔型横轧工艺的原理、优点和应用情况。球销楔型横轧工艺是指通过将高韧性的金属材料压制成球销楔形的球销,然后将其横轧到汽车车身的所需形状。该工艺主要应用于汽车车门、车身侧板等部位的制造。其原理在于通过将金属材料进行球销楔型的压制处理,使其具有良好的强度和韧性,然后在横轧过程中将其塑造成所需的形状,从而满足汽车车身的要求。汽车球销楔型横轧工艺具有一系列的优点。首先,该工艺能够使金属材料具有较高

楔横轧工艺在汽车生产中的应用.docx
楔横轧工艺在汽车生产中的应用楔横轧工艺在汽车生产中的应用摘要:本文主要介绍了楔横轧工艺在汽车生产中的应用。汽车是现代化交通工具的代表,而其生产过程也是一个复杂且高度精细的工程。在汽车生产中,楔横轧工艺被广泛地应用,其能够提高生产效率和产品质量。本文将从楔横轧工艺的基本原理出发,介绍其在汽车生产中的应用,并探讨其优势和挑战。一、楔横轧工艺的基本原理楔横轧工艺是通过载荷作用,使连续浇筑的钢板在轧机上沿轧机宽度方向产生变形,从而实现钢板的厚度减薄和宽度增大。其基本原理是通过调整工作辊之间的相对位置和工作辊控制力
楔横轧轴类毛坯的加工工艺方法.pdf
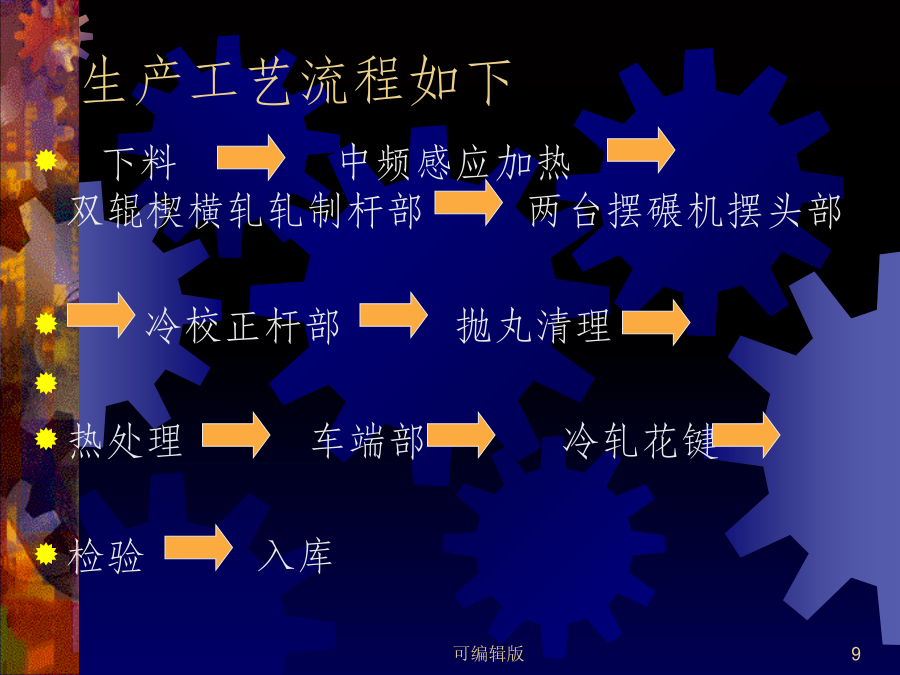
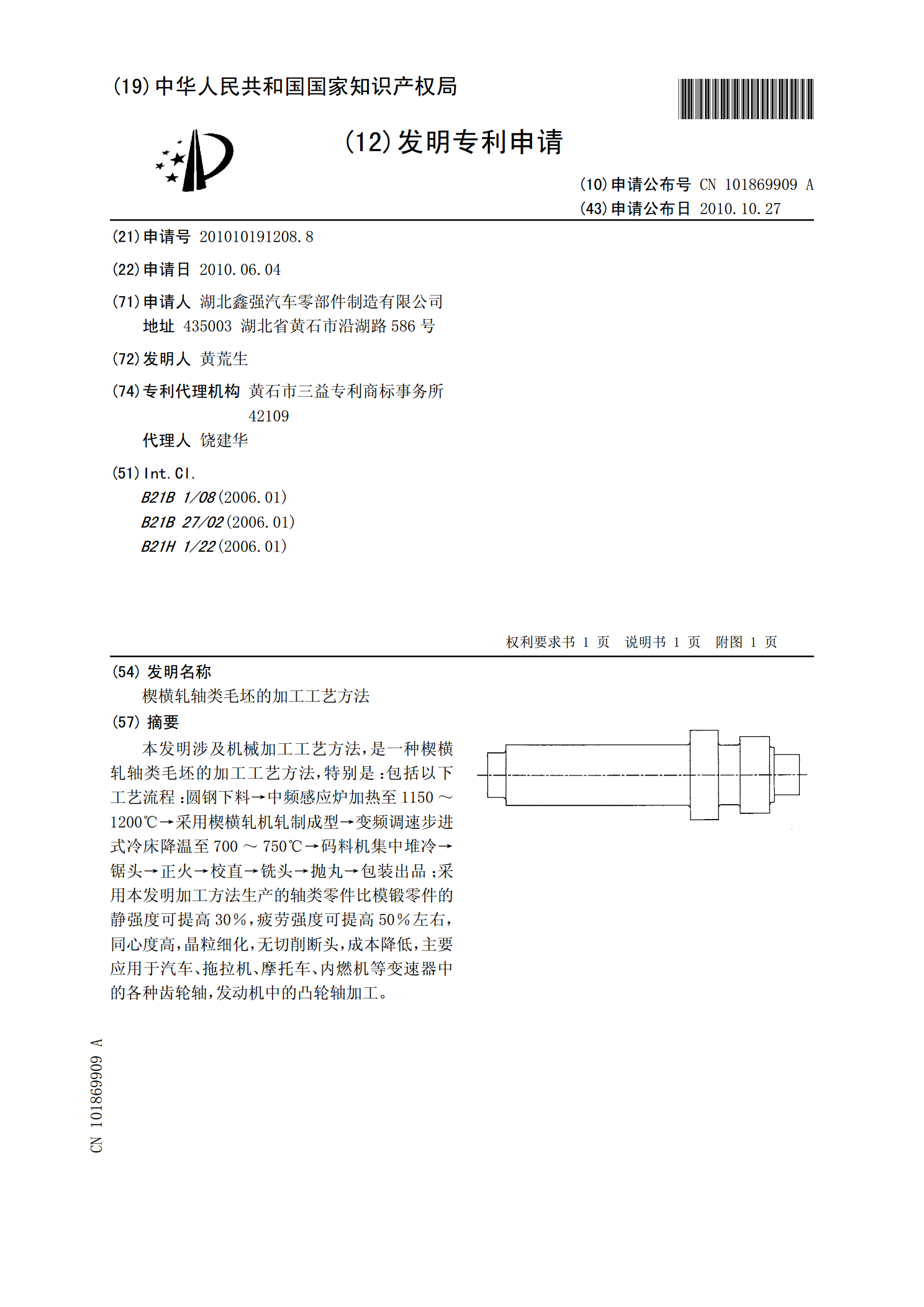
本发明涉及机械加工工艺方法,是一种楔横轧轴类毛坯的加工工艺方法,特别是:包括以下工艺流程:圆钢下料→中频感应炉加热至1150~1200℃→采用楔横轧机轧制成型→变频调速步进式冷床降温至700~750℃→码料机集中堆冷→锯头→正火→校直→铣头→抛丸→包装出品;采用本发明加工方法生产的轴类零件比模锻零件的静强度可提高30%,疲劳强度可提高50%左右,同心度高,晶粒细化,无切削断头,成本降低,主要应用于汽车、拖拉机、摩托车、内燃机等变速器中的各种齿轮轴,发动机中的凸轮轴加工。