
自动双点焊平台操作说明书.doc

邻家****曼玉


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

自动双点焊平台操作说明书.doc
TNC自动双点焊平台操作说明书Ver:1.0广州市精源电子设备有限企业Tel:版权所有仿冒必究机器基本数据外形尺寸长(L)*宽(W)*高(H)=800*500*1600(单位:mm)重量总重量:90(Kg)电源规格单相交流电:AC220±10V50Hz10A气源规定气源压力规定不低于:0.5MPa(5.1kgf/㎝^2)本机之功能阐明本机台合用于自动焊接有关产品,速度快,效率高,节省人力.二.机器搬运和安装阐明机台之外壳请务必做设备接地,以保证操作人员之安全。调机台水平(防震脚及防震垫):每次移动机器后必

自动双点焊平台操作说明书.doc
TNC自动双点焊平台操作说明书Ver:1.0广州市精源电子设备有限企业Tel:版权所有仿冒必究机器基本数据外形尺寸长(L)*宽(W)*高(H)=800*500*1600(单位:mm)重量总重量:90(Kg)电源规格单相交流电:AC220±10V50Hz10A气源规定气源压力规定不低于:0.5MPa(5.1kgf/㎝^2)本机之功能阐明本机台合用于自动焊接有关产品,速度快,效率高,节省人力.二.机器搬运和安装阐明机台之外壳请务必做设备接地,以保证操作人员之安全。调机台水平(防震脚及防震垫):每次移动机器后必
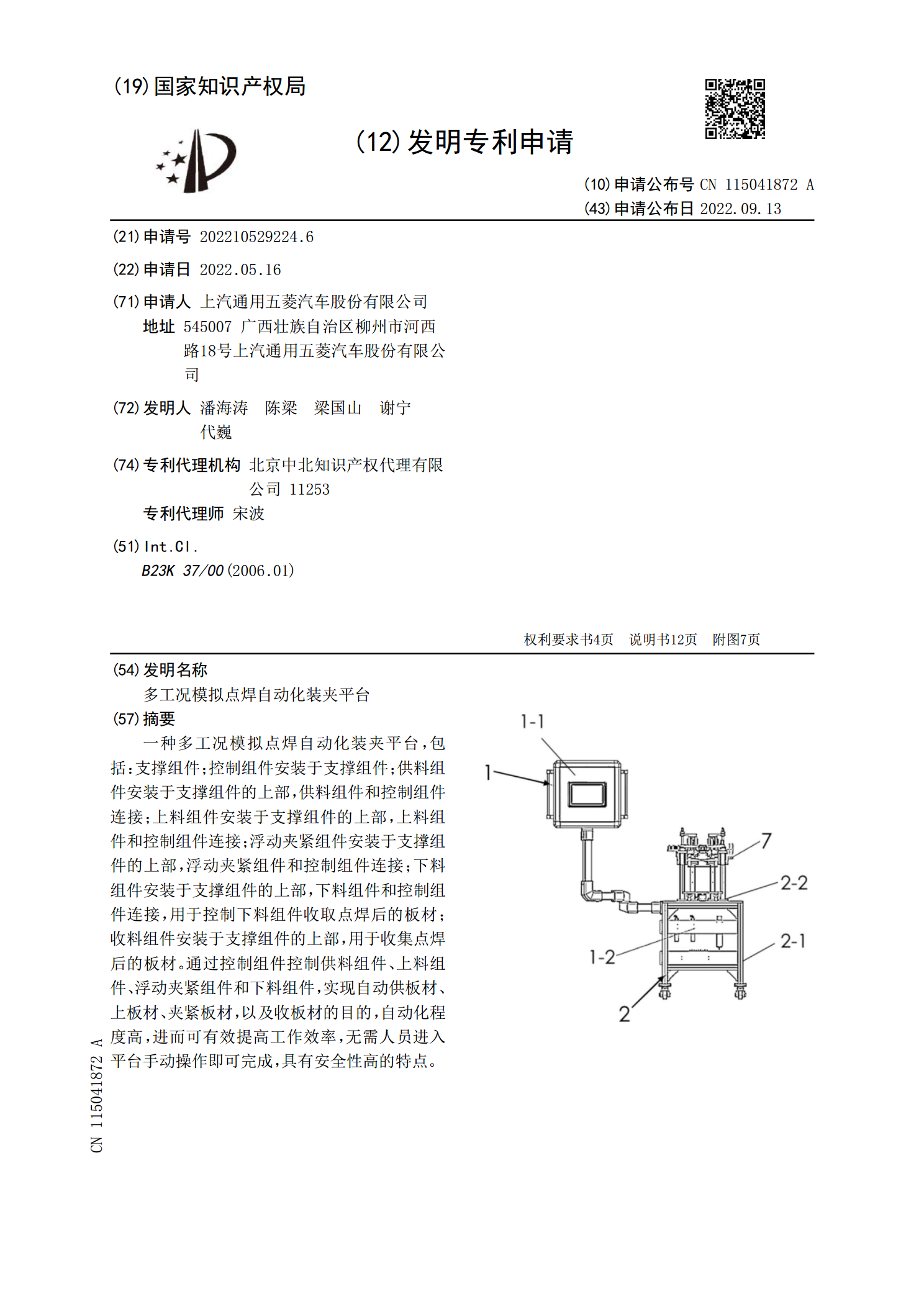
多工况模拟点焊自动化装夹平台.pdf
一种多工况模拟点焊自动化装夹平台,包括:支撑组件;控制组件安装于支撑组件;供料组件安装于支撑组件的上部,供料组件和控制组件连接;上料组件安装于支撑组件的上部,上料组件和控制组件连接;浮动夹紧组件安装于支撑组件的上部,浮动夹紧组件和控制组件连接;下料组件安装于支撑组件的上部,下料组件和控制组件连接,用于控制下料组件收取点焊后的板材;收料组件安装于支撑组件的上部,用于收集点焊后的板材。通过控制组件控制供料组件、上料组件、浮动夹紧组件和下料组件,实现自动供板材、上板材、夹紧板材,以及收板材的目的,自动化程度高,

双焊片自动碰焊机操作说明书.docx
凯斯莱1109P前言感谢惠顾我们公司生产的电池自动碰焊机,为了正确使用本机器,在开始使用前请务必仔细阅读说明书,以便熟悉和理解机器的操作要点及注意事项,说明书请由操作和维修检查的人员保管和使用。本说明书内容分为安全通告、安装与调试、操作说明、维护与保养、人机界面五大章节,各章节根据不同特点都有详细的说明介绍,使用者可按需要从目录中直接查找相应的内容。请不要擅自对设备进行说明书里没有记载的操作、使用以及非本公司的改造等与本说明书不相符的操作,因为这些都可能引起机器故障和人身的伤害,由此引起的意外事故,本公司
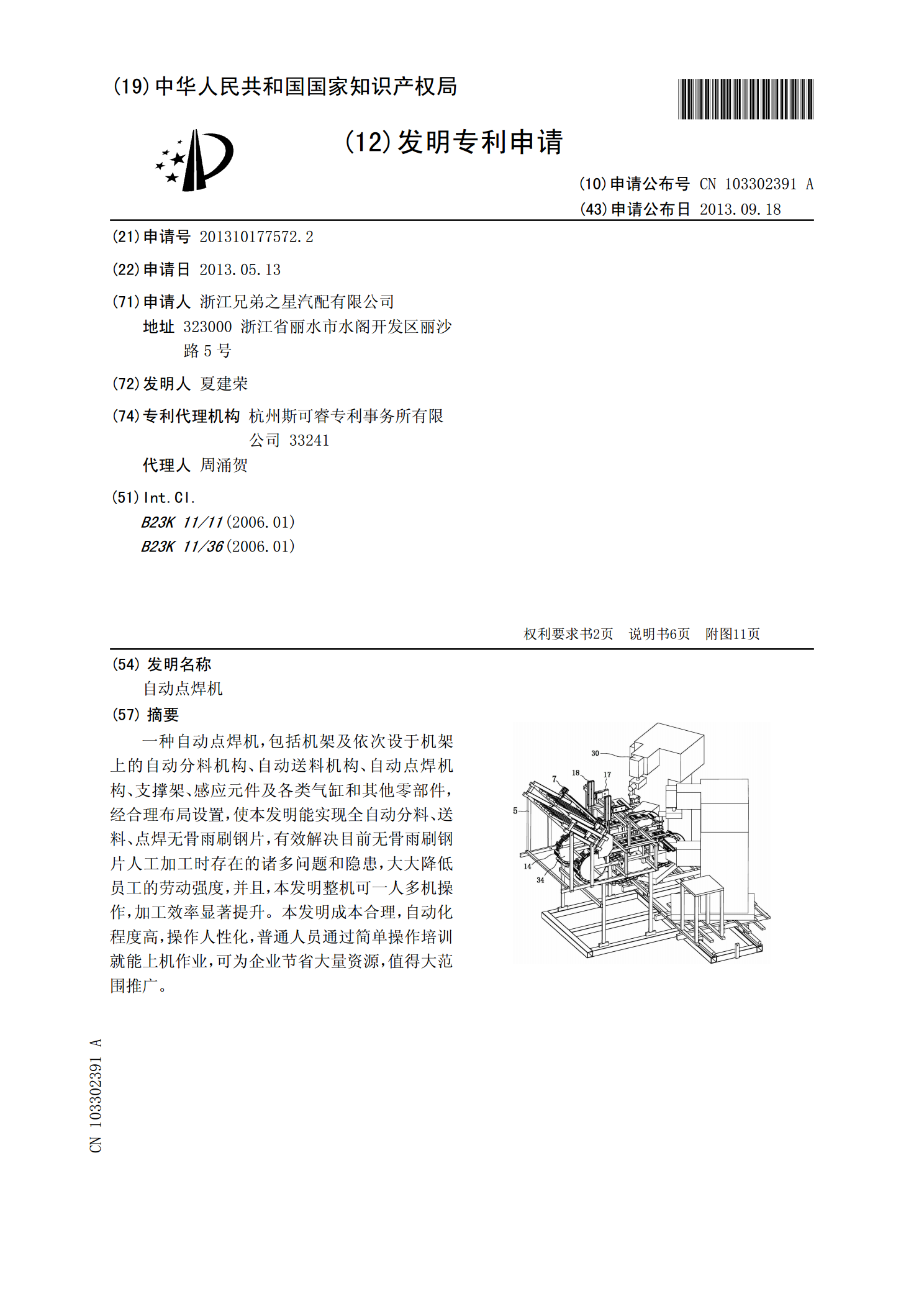
自动点焊机.pdf
一种自动点焊机,包括机架及依次设于机架上的自动分料机构、自动送料机构、自动点焊机构、支撑架、感应元件及各类气缸和其他零部件,经合理布局设置,使本发明能实现全自动分料、送料、点焊无骨雨刷钢片,有效解决目前无骨雨刷钢片人工加工时存在的诸多问题和隐患,大大降低员工的劳动强度,并且,本发明整机可一人多机操作,加工效率显著提升。本发明成本合理,自动化程度高,操作人性化,普通人员通过简单操作培训就能上机作业,可为企业节省大量资源,值得大范围推广。