
一种轮毂浇铸成型工艺.pdf

是你****嘉嘉


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮毂浇铸成型工艺.pdf
本发明公开了一种轮毂浇铸成型工艺,涉及汽车配件铸造领域,通过配制铝合金熔料,熔炼,浇铸,冷却成型四大工艺步骤,工艺路线简单,工艺条件易满足,且浇铸出来的铸件外观无铸造缺陷,没有气孔和杂质,内在组织比较致密,确保了轮毂的质量,延长了使用寿命,提高了经济效益。
一种玻璃陶瓷义齿的浇铸成型工艺.pdf
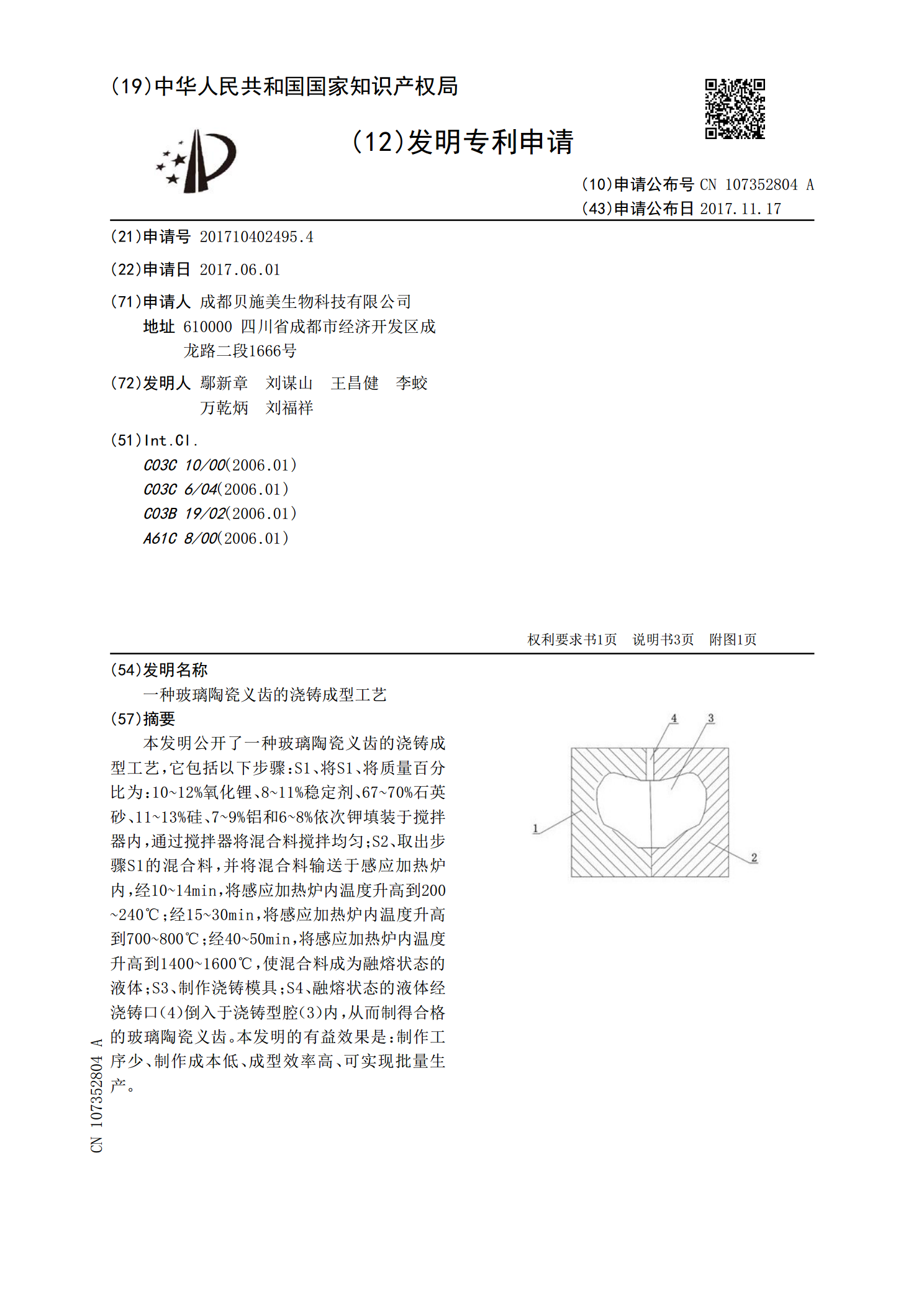
本发明公开了一种玻璃陶瓷义齿的浇铸成型工艺,它包括以下步骤:S1、将S1、将质量百分比为:10~12%氧化锂、8~11%稳定剂、67~70%石英砂、11~13%硅、7~9%铝和6~8%依次钾填装于搅拌器内,通过搅拌器将混合料搅拌均匀;S2、取出步骤S1的混合料,并将混合料输送于感应加热炉内,经10~14min,将感应加热炉内温度升高到200~240℃;经15~30min,将感应加热炉内温度升高到700~800℃;经40~50min,将感应加热炉内温度升高到1400~1600℃,使混合料成为融熔状态的液体;
一种用于新能源汽车轮毂加工浇铸模具及成型方法.pdf
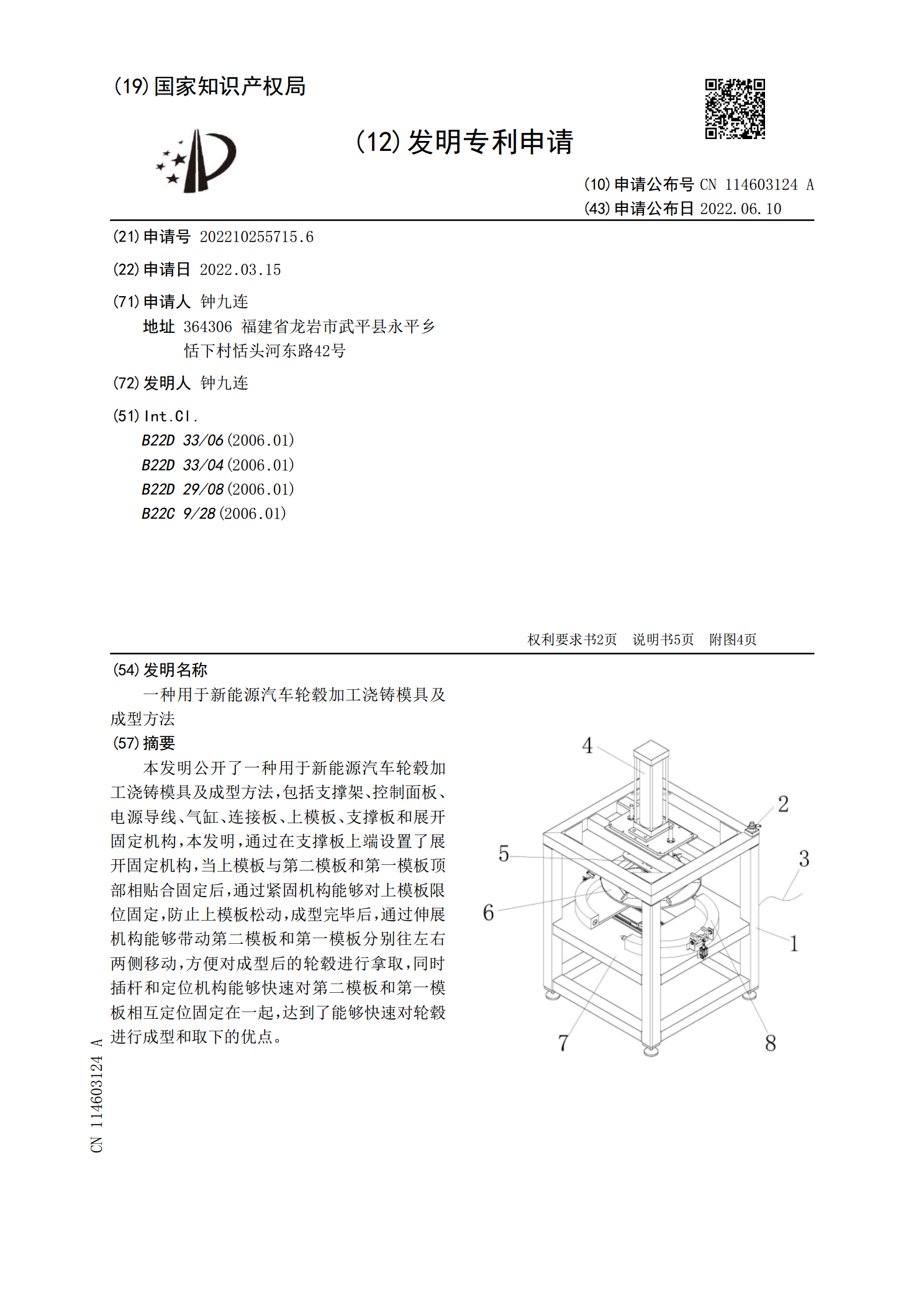
本发明公开了一种用于新能源汽车轮毂加工浇铸模具及成型方法,包括支撑架、控制面板、电源导线、气缸、连接板、上模板、支撑板和展开固定机构,本发明,通过在支撑板上端设置了展开固定机构,当上模板与第二模板和第一模板顶部相贴合固定后,通过紧固机构能够对上模板限位固定,防止上模板松动,成型完毕后,通过伸展机构能够带动第二模板和第一模板分别往左右两侧移动,方便对成型后的轮毂进行拿取,同时插杆和定位机构能够快速对第二模板和第一模板相互定位固定在一起,达到了能够快速对轮毂进行成型和取下的优点。
轮毂支架成型工艺.pdf
本发明提出一种轮毂支架成型工艺,其包括下料、锻造和调质处理三个步骤。本发明轮毂支架成型工艺,通过在锻造过程中进行初锻、中锻、终锻,分阶段处理防止出现晶粒粗大,相比于现有技术成型的轮毂支架,剪切强度和硬度都有大的提升,综合力学性能提高。

轮毂内圈的拉伸成型工艺.pdf
本发明轮毂内圈的拉伸成型工艺,包括了模具预处理,拉伸处理,挤压定型,脱模。内圈在拉伸中,通过对凹模进行预热处理,对凸模进行预冷处理,能够有效解决拉伸过程中马氏体相变和残余应力的问题,大大降低了内圈开裂的机率,增加了产品的加工合格率。再者,由于增加了挤压定型的步骤,在拉伸完成后,将会进一步通过凸模对内圈进行挤压,增加内圈的致密度,消除内圈的内应力,并且起到消除形变量的目的,能够防止内圈在使用时出现开裂的现象。