
压装对齿机构.pdf

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

压装对齿机构.pdf
本发明提供一种压装对齿机构,包括上下相对设置的上压装机构和下压装机构,所述上压装机构包括由上至下依次连接的上滑台、上卡盘以及上定位机构,所述上压装机构内套设有用于压装变速箱中间轴的上压头机构;所述下压装机构包括由下至上依次连接的下滑台、下卡盘以及下定位机构,所述下压装机构内套设有用于压装变速箱齿轮的下压头机构。本发明通过上下卡盘、上下压头机构及上下定位机构实现变速箱中间轴和齿轮的周向定位,保证二者之间的角度关系;可通过更换定位球座的品种来改变定位钢球到压头机构的距离以及上下定位钢球之间的距离,以适应不同品
压装螺母和压装连接机构以及用于制造压装螺母和压装连接机构的方法.pdf
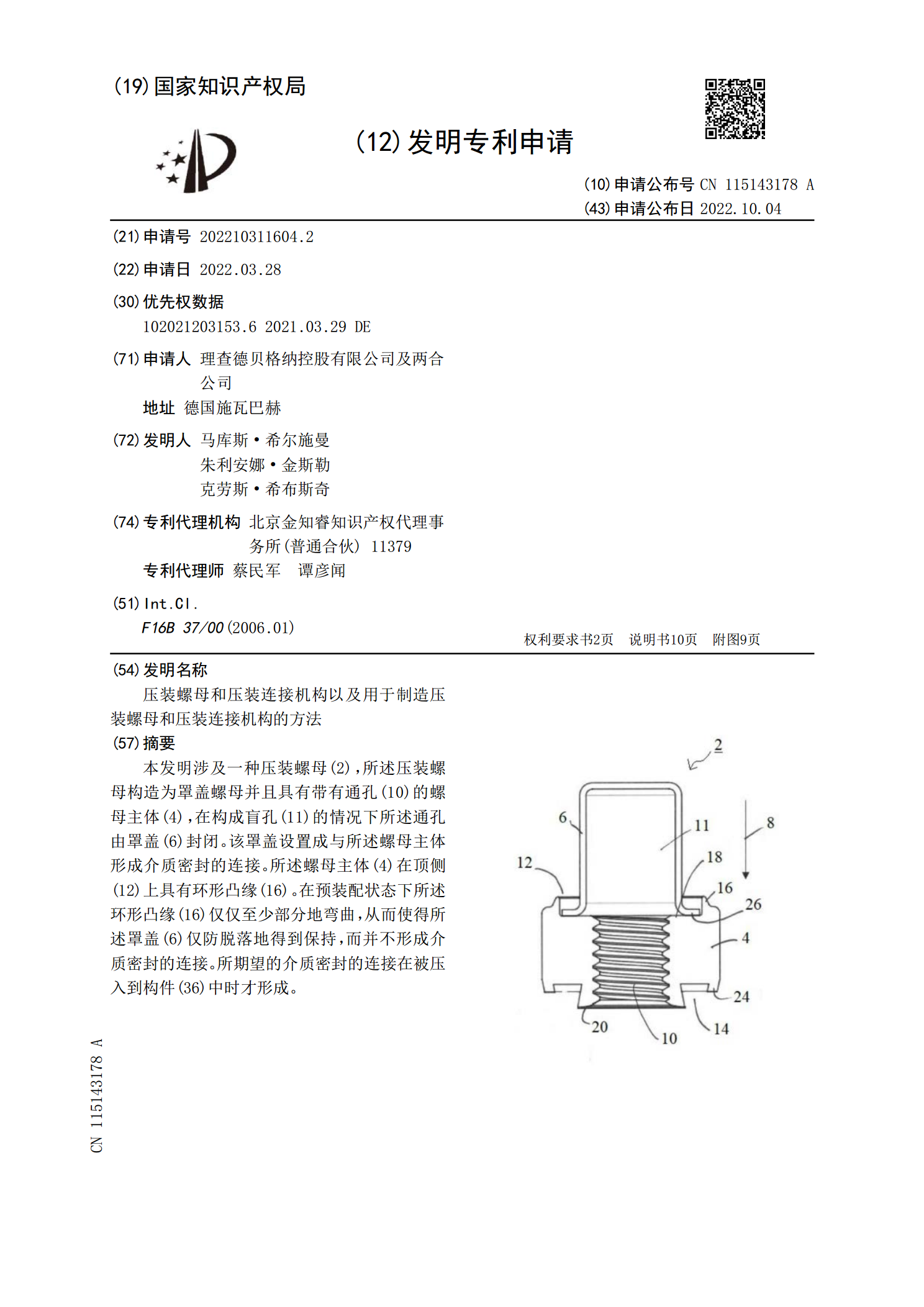
本发明涉及一种压装螺母(2),所述压装螺母构造为罩盖螺母并且具有带有通孔(10)的螺母主体(4),在构成盲孔(11)的情况下所述通孔由罩盖(6)封闭。该罩盖设置成与所述螺母主体形成介质密封的连接。所述螺母主体(4)在顶侧(12)上具有环形凸缘(16)。在预装配状态下所述环形凸缘(16)仅仅至少部分地弯曲,从而使得所述罩盖(6)仅防脱落地得到保持,而并不形成介质密封的连接。所期望的介质密封的连接在被压入到构件(36)中时才形成。
一种柱齿钎头柱齿压装模具.pdf
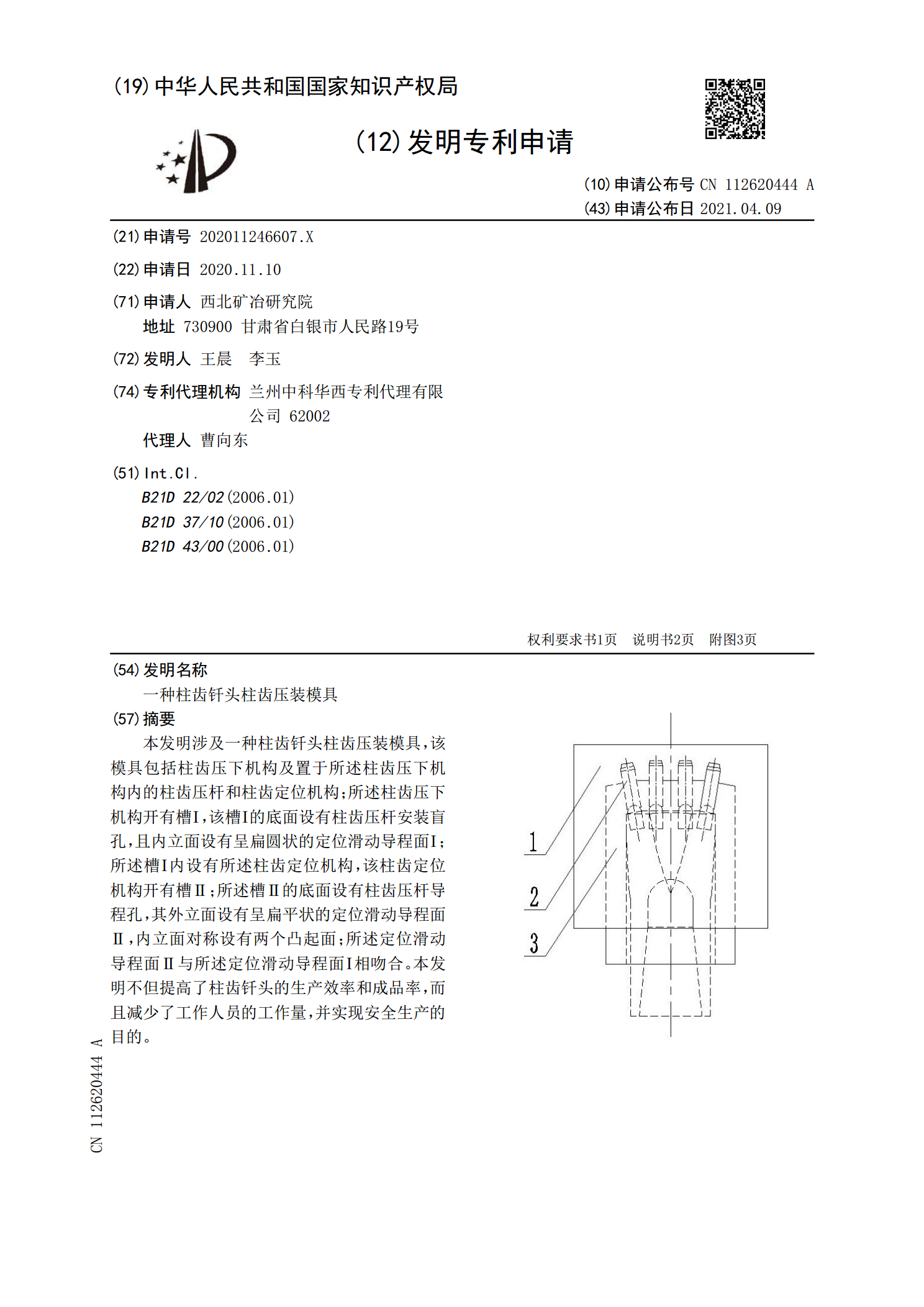
本发明涉及一种柱齿钎头柱齿压装模具,该模具包括柱齿压下机构及置于所述柱齿压下机构内的柱齿压杆和柱齿定位机构;所述柱齿压下机构开有槽Ⅰ,该槽Ⅰ的底面设有柱齿压杆安装盲孔,且内立面设有呈扁圆状的定位滑动导程面Ⅰ;所述槽Ⅰ内设有所述柱齿定位机构,该柱齿定位机构开有槽Ⅱ;所述槽Ⅱ的底面设有柱齿压杆导程孔,其外立面设有呈扁平状的定位滑动导程面Ⅱ,内立面对称设有两个凸起面;所述定位滑动导程面Ⅱ与所述定位滑动导程面Ⅰ相吻合。本发明不但提高了柱齿钎头的生产效率和成品率,而且减少了工作人员的工作量,并实现安全生产的目的。

飞轮在线齿圈快速压装方法.pdf
本发明公开了一种飞轮在线齿圈快速压装方法。该飞轮在线齿圈快速压装方法包括:齿圈加热前准备工序、齿圈加热工序、齿圈热套工序、喷水冷却吹干工序和齿圈压紧工序,各工序间采用连续输送带及输送滚道完成工件的全线输送任务,齿圈加热工序采用干式自冷工频感应加热器加热齿圈。该飞轮在线齿圈快速压装方法通过采用干式自冷工频感应加热器加热齿圈,能够满足齿圈压装的硬度要求;另外采用压装机进行齿圈压装,提高了装配速度和装配质量,避免了齿圈崩齿和飞轮止口崩边的缺陷。
一种压装信号齿圈的工装.pdf
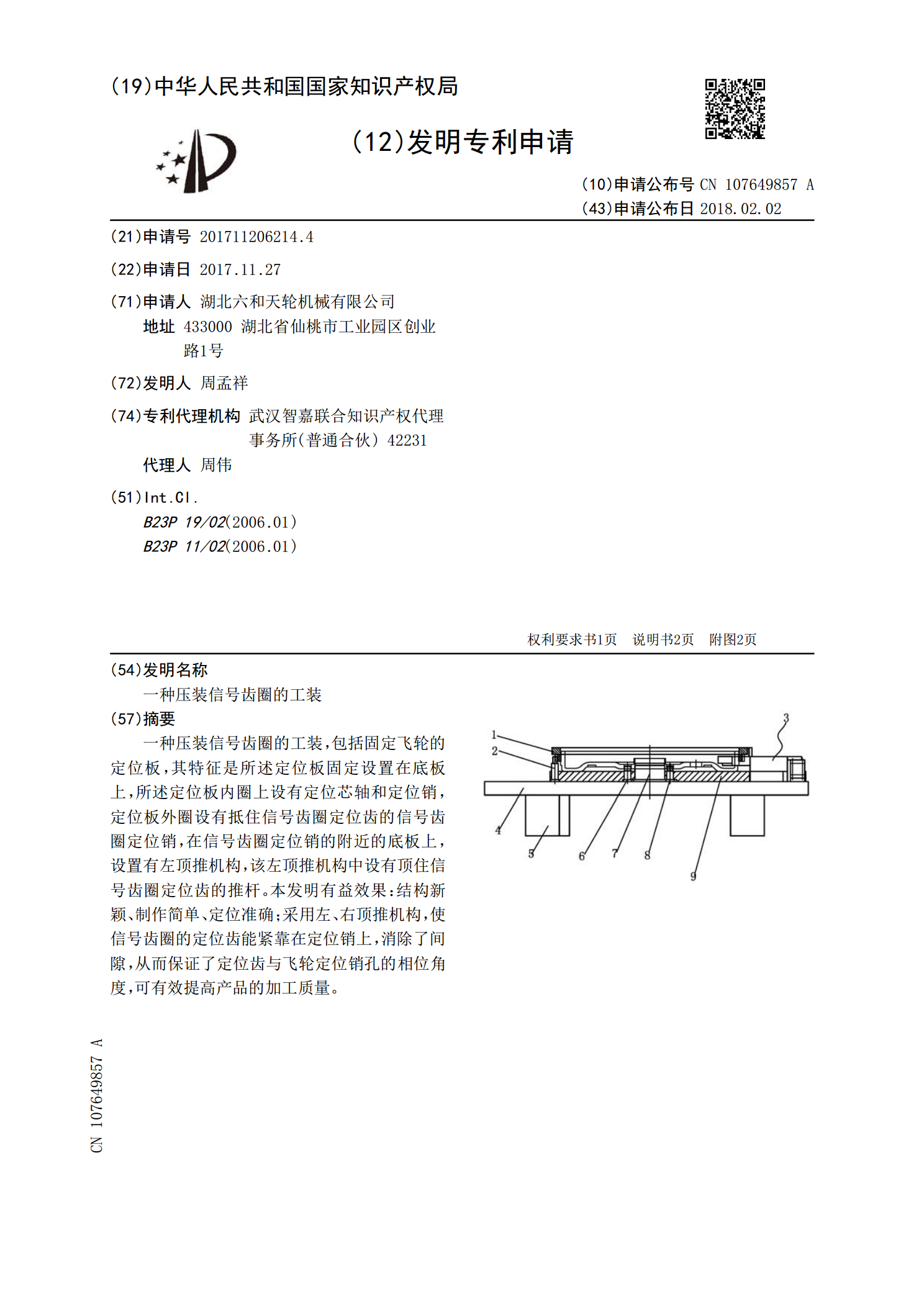
一种压装信号齿圈的工装,包括固定飞轮的定位板,其特征是所述定位板固定设置在底板上,所述定位板内圈上设有定位芯轴和定位销,定位板外圈设有抵住信号齿圈定位齿的信号齿圈定位销,在信号齿圈定位销的附近的底板上,设置有左顶推机构,该左顶推机构中设有顶住信号齿圈定位齿的推杆。本发明有益效果:结构新颖、制作简单、定位准确;采用左、右顶推机构,使信号齿圈的定位齿能紧靠在定位销上,消除了间隙,从而保证了定位齿与飞轮定位销孔的相位角度,可有效提高产品的加工质量。