
连轴轴承外圈端面的加工方法.pdf

一条****涛k


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

连轴轴承外圈端面的加工方法.pdf
本发明公开了一种连轴轴承外圈端面的加工方法,包括如下步骤:将淬火后的连轴轴承外圈进行双端面磨削,将双端面磨削后的连轴轴承外圈精磨端面,所述的精磨端面采用专用滚轮夹具进行夹持,砂轮端面修成切削刃,通过控制砂轮的轴向移动,利用有切削刃的砂轮端面对连轴轴承外圈端面进行精磨加工。所述专用滚轮夹具包括球形靠山和滚轮夹具,滚轮夹具与磨床的车头相连接,在装夹工件时,球形靠山通过凸台端套入连轴轴承外圈的内孔,另一端球头顶在车头的磁极和平面靠山组合件的平面上。本发明具有加工精度高,效率高的优点。
直线轴承外圈加工方法.pdf
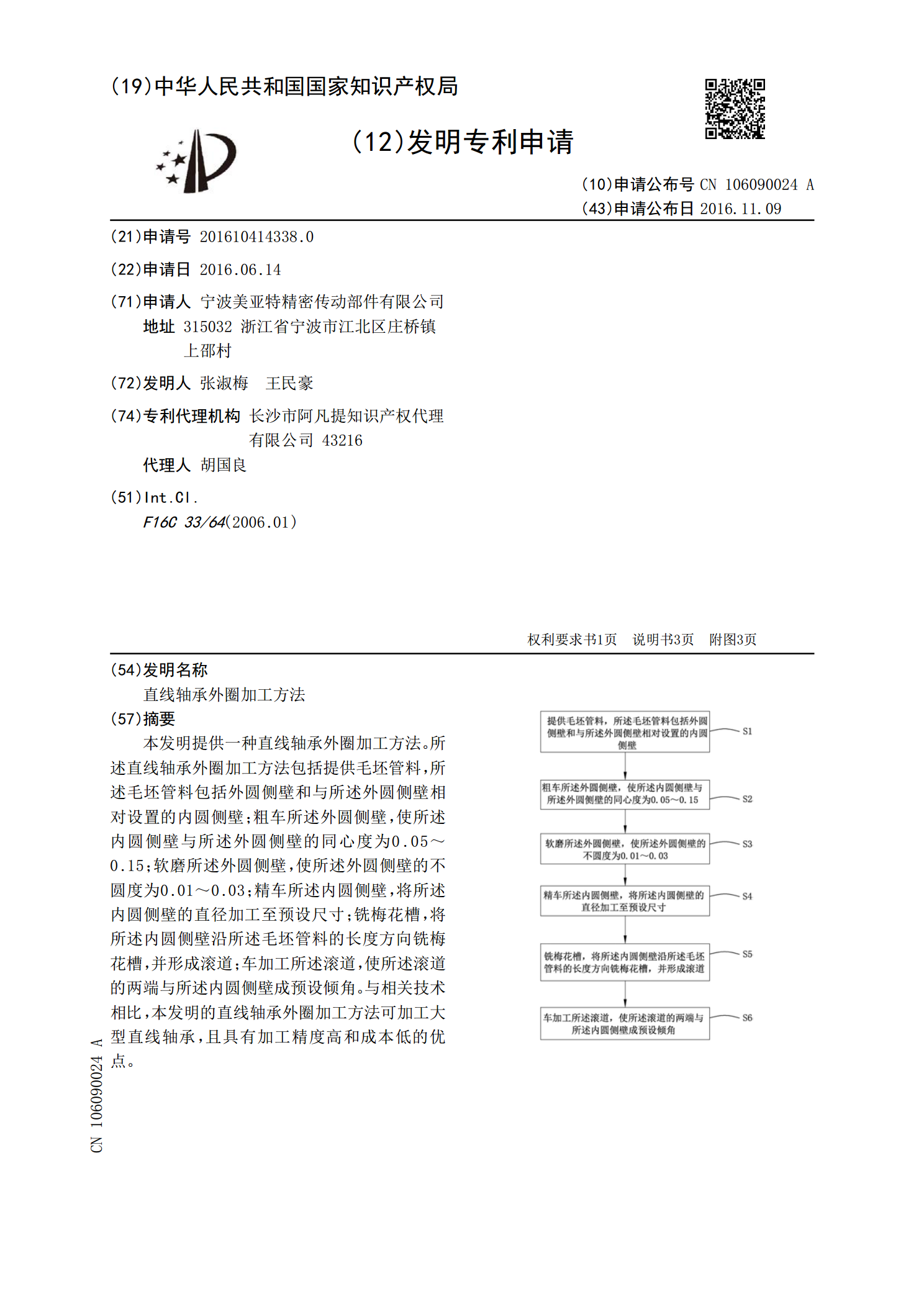
本发明提供一种直线轴承外圈加工方法。所述直线轴承外圈加工方法包括提供毛坯管料,所述毛坯管料包括外圆侧壁和与所述外圆侧壁相对设置的内圆侧壁;粗车所述外圆侧壁,使所述内圆侧壁与所述外圆侧壁的同心度为0.05~0.15;软磨所述外圆侧壁,使所述外圆侧壁的不圆度为0.01~0.03;精车所述内圆侧壁,将所述内圆侧壁的直径加工至预设尺寸;铣梅花槽,将所述内圆侧壁沿所述毛坯管料的长度方向铣梅花槽,并形成滚道;车加工所述滚道,使所述滚道的两端与所述内圆侧壁成预设倾角。与相关技术相比,本发明的直线轴承外圈加工方法可加工大

一种轴承外圈的加工方法.pdf
一种轴承外圈的加工方法,包括以下步骤:准备坯件;检查毛坯是否有叠层、裂纹等缺陷。热处理淬火;:轴承滚道表面中频淬火,外圈中频淬火后需在200℃度温度下内应力消除处理。机加工成形,减少留量,为磨加工做准备。粗磨双端面;线速度控制在1500转/分钟。研磨端面;采用颗粒度46度或60度树脂砂轮磨削,磨削量要小于粗磨加工,光洁度要达到图纸规定等级。车加工止动槽:按图纸规定尺寸进行划线定位,确保尺寸正确无误后再进行车加止动槽。本发明使外圈止动槽的精度大大提高,因此提高了轴承的装配精度,减小止动环受力时的变形,提高其

轴承外圈滚道凸度的加工工装及其加工方法.pdf
本发明涉及一种轴承外圈滚道凸度的加工工装及其加工方法。所述加工工装包括转轴、磁极和砂轮,转轴装在一个可带动其旋转的转轴驱动机构上;磁极固定在转轴上并随之旋转,磁极用于吸附固定轴承外圈;砂轮装在一个可带动其旋转的砂轮驱动机构上,砂轮用于伸入轴承外圈内部,砂轮外缘对轴承外圈的内表面进行磨削加工;其特征在于:所述转轴的回转中心线与砂轮的回转中心线呈一定的夹角α,所述砂轮的外缘为直线形,砂轮和/或轴承外圈可沿着砂轮回转中心线的方向往复移动。本发明结构简单,调整容易,易损件少,磨削效率高,磨削面粗糙度好,砂轮修整简

大型推力圆锥滚子轴承外圈滚道磨削加工的方法.docx
大型推力圆锥滚子轴承外圈滚道磨削加工的方法大型推力圆锥滚子轴承是一种常用于大型机械设备的关键零部件,其性能直接影响到设备的运行效率和寿命。在制造大型推力圆锥滚子轴承时,外圈滚道磨削加工是一个重要的工艺步骤。本论文将从加工原理、加工工艺和加工设备等方面,对大型推力圆锥滚子轴承外圈滚道磨削加工进行详细探讨。一、加工原理:在大型推力圆锥滚子轴承的外圈滚道磨削加工中,主要应用的原理是磨削机械的相对运动实现对工件的切除。具体包括以下几个步骤:1.安装工件:将大型推力圆锥滚子轴承的外圈固定在磨床上,确保工件的位置稳定