
一种大模数大直径圆柱齿轮热轧成形的方法和装置.pdf

玉军****la


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大模数大直径圆柱齿轮热轧成形的方法和装置.pdf
本发明提供了一种大模数大直径圆柱齿轮热轧成形的方法和装置,其方法包括以下步骤:S1,获得坯料;S2,将坯料置于坯料驱动轴上,通过夹紧装置夹紧;S3,通过感应加热装置加热坯料;S4,模具两端加装左右挡板;S5,驱动装置带动模具和坯料按一定速比反方向旋转,同时模具通过直线驱动装置径向进给;S6,当模具与坯料中心距达到预定值后,模具停止径向进给,同时继续旋转两周,而后模具和坯料同时逆向旋转两周后停止;S7,夹紧装置松开,卸除坯料。其装置包括机架、坯料驱动轴、模具驱动轴及电磁感应线圈。本发明通过连续局部塑性变形一

一种大模数圆柱齿轮近净热轧成形装置.pdf
本发明提供了一种热轧近净成形装置,用于大模数圆柱齿轮的近净成形制造。大模数圆柱齿轮热轧成形时,主电机输出动力,沿传动装置传至两驱动轴。传动装置中采用球笼式万向联轴器,使主、从动轴间的转速得以保持同步,从而消除轧制过程中轧辊与坯料间的速度波动。两个驱动轴分别带动轧辊与坯料沿反方向旋转。坯料由圆弧形中频电磁感应线圈加热,以降低材料的变形抗力。轧辊在轧制过程中由进给辊系控制其沿径向进给,坯料外圈连续局部塑性变形。进给辊系由伺服电机驱动,采用闭环控制回路以精确控制轧辊的进给行程。该齿轮热轧成形装置具有生产效率高,
重量1-3公斤大直径大模数的直齿圆柱齿轮复合精锻成形方法.pdf
本发明提供了一种直齿圆柱齿轮复合精锻成形方法,尤其是重量1-3公斤大直径大模数的直齿圆柱齿轮复合精锻成形方法,属于金属塑性加工技术领域。其步骤为:将圆钢棒料精密下料为一定长度的坯料,将坯料加热至720-850℃,在机械压力机上利用精锻模具将坯料锻造为接近最终零件形状的中间锻件,然后进行中间退火处理,表面抛丸处理和磷化皂化润滑后,在液压机上采用分流精锻技术,用精整模具将中间锻件冷精整为齿形面无需后续加工的最终锻件。这种工艺方法具有材料利用率高、齿轮锻件精度高、性能好、表面质量好、质量稳定等优点。
一种大模数直齿圆柱齿轮渐进式齿形成形方法.pdf
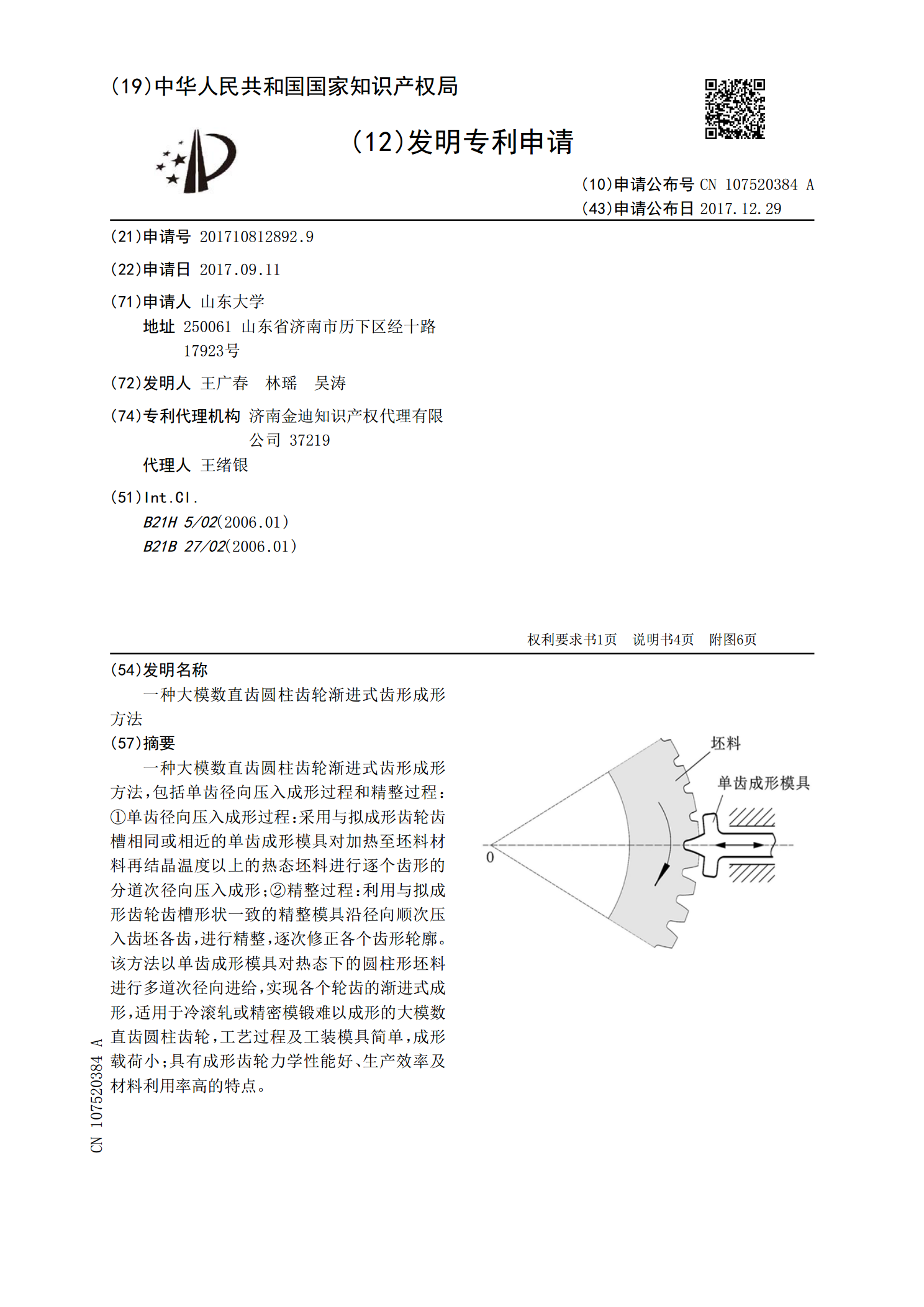
一种大模数直齿圆柱齿轮渐进式齿形成形方法,包括单齿径向压入成形过程和精整过程:①单齿径向压入成形过程:采用与拟成形齿轮齿槽相同或相近的单齿成形模具对加热至坯料材料再结晶温度以上的热态坯料进行逐个齿形的分道次径向压入成形;②精整过程:利用与拟成形齿轮齿槽形状一致的精整模具沿径向顺次压入齿坯各齿,进行精整,逐次修正各个齿形轮廓。该方法以单齿成形模具对热态下的圆柱形坯料进行多道次径向进给,实现各个轮齿的渐进式成形,适用于冷滚轧或精密模锻难以成形的大模数直齿圆柱齿轮,工艺过程及工装模具简单,成形载荷小;具有成形齿

一种大模数齿轮的成形加工方法.pdf
本发明实施例公开了一种大模数齿轮的成形加工方法,包括以下步骤:a)采用普通铣削的方式对大模数齿轮的毛坯开槽;b)采用成形铣刀对齿槽进行铣削,完成大模数齿轮齿槽的半精加工;c)对大模数齿轮的齿体表面进行热处理;d)对大模数齿轮的齿体进行分段,使每段齿体都在成形磨齿机的砂轮磨削行程内;e)采用成形磨齿机对齿体上的各段依次进行磨削。上述方法采用对大模数齿轮的齿体进行分段磨削的方式,解决了现有磨齿机无法加工模数大于45毫米的大模数齿轮的问题,本方法对于制造模数大于45且精度较高的大模数齿轮具有明显的技术和成本优势