
重量1-3公斤大直径大模数的直齿圆柱齿轮复合精锻成形方法.pdf

是浩****32


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
重量1-3公斤大直径大模数的直齿圆柱齿轮复合精锻成形方法.pdf
本发明提供了一种直齿圆柱齿轮复合精锻成形方法,尤其是重量1-3公斤大直径大模数的直齿圆柱齿轮复合精锻成形方法,属于金属塑性加工技术领域。其步骤为:将圆钢棒料精密下料为一定长度的坯料,将坯料加热至720-850℃,在机械压力机上利用精锻模具将坯料锻造为接近最终零件形状的中间锻件,然后进行中间退火处理,表面抛丸处理和磷化皂化润滑后,在液压机上采用分流精锻技术,用精整模具将中间锻件冷精整为齿形面无需后续加工的最终锻件。这种工艺方法具有材料利用率高、齿轮锻件精度高、性能好、表面质量好、质量稳定等优点。

大模数高厚度直齿圆柱齿轮热冷复合精锻成形方法.pdf
本发明提供了一种适用于大模数高厚度直齿圆柱齿轮的热冷复合精锻成形方法,属于金属塑性加工技术领域。本发明采用下料→加热后镦粗→热模锻→退火中间处理→冷正挤压→加工中心孔→退火中间处理→冷精整的热冷复合精锻成形工艺,在三个成形工序中合理的分配变形量,利用热模锻工序成形出一定的齿形后,采用冷正挤压工艺进一步成形出完整齿形,利用径向与轴向材料流动形成较好的表面质量;加工中心孔工序能够有效的降低闭式冷精整时的应力集中现象,提高模具寿命;冷精整工序可以进一步提高齿面精度的同时,消除冷挤压工序中产生的齿轮断面填充不饱满
一种大模数直齿圆柱齿轮渐进式齿形成形方法.pdf
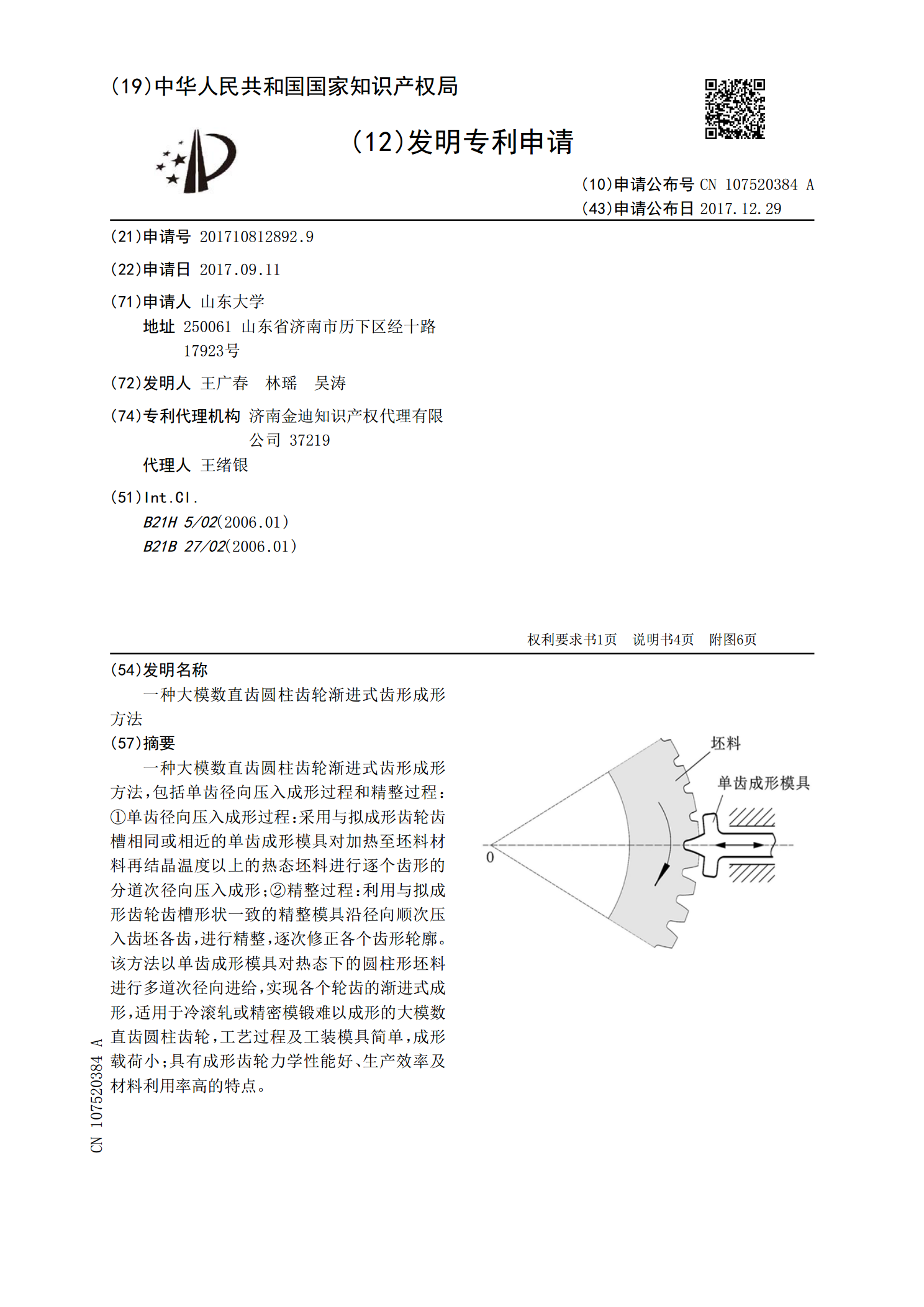
一种大模数直齿圆柱齿轮渐进式齿形成形方法,包括单齿径向压入成形过程和精整过程:①单齿径向压入成形过程:采用与拟成形齿轮齿槽相同或相近的单齿成形模具对加热至坯料材料再结晶温度以上的热态坯料进行逐个齿形的分道次径向压入成形;②精整过程:利用与拟成形齿轮齿槽形状一致的精整模具沿径向顺次压入齿坯各齿,进行精整,逐次修正各个齿形轮廓。该方法以单齿成形模具对热态下的圆柱形坯料进行多道次径向进给,实现各个轮齿的渐进式成形,适用于冷滚轧或精密模锻难以成形的大模数直齿圆柱齿轮,工艺过程及工装模具简单,成形载荷小;具有成形齿

大模数圆柱直齿轮温锻成形工艺优化.docx
大模数圆柱直齿轮温锻成形工艺优化摘要本文针对大模数圆柱直齿轮加工中的温锻成形工艺进行研究,通过对温度、压力、变形等参数进行分析,根据最终齿轮的强度、硬度、韧性等指标对工艺进行优化。结果表明,在一定温度范围内,适当提高压力可以提高齿轮的强度和硬度,对于大直径齿轮,加压时间应适当延长,以确保变形均匀。本研究可以为大模数圆柱直齿轮加工工艺的优化提供一定的参考和指导。关键词:大模数圆柱直齿轮;温锻成形;工艺优化;变形引言大模数圆柱直齿轮是机械传动中广泛应用的重要零部件,具有传递大扭矩、转速高、传动效率高等特点。在

小模数直齿圆柱齿轮快速精锻成型与模具(修改).doc
小模数直齿圆柱齿轮快速精锻成型与模具李林鑫任小鸿(四川化工职业技术学院四川泸州646005)摘要:小模数直齿圆柱齿轮由传统加工改为快速精锻成型,具有生产效率高,产品质量好且稳定,细化晶粒等特点,同时也对精锻成型模具进行了介绍。对类似产品提供理论与实际依据。关键词:小模数齿轮快速精锻模具1引言传统齿轮的加工一般是以机加工和普通锻造为主,但是随着齿轮使用要求的提高以及机加工行业的发展,现有的技术不论从精度还是效率上来讲都已渐渐不能满足齿轮加工的需求,在此本文结合生产实际,论述以精密锻造的方式加工齿轮。对于精密