
风电铸件无冷铁铸造研究.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风电铸件无冷铁铸造研究.docx
风电铸件无冷铁铸造研究风电铸件无冷铁铸造研究摘要:随着全球对可再生能源的需求不断增长,风力发电作为一种清洁、可持续的能源来源,越来越受到关注。然而,风电铸件在使用过程中容易受到环境的影响,导致其寿命缩短。因此,研究无冷铁铸造技术,以提高风电铸件的性能和寿命,具有重要的实际意义。本文主要对风电铸件无冷铁铸造技术进行研究,并对其优缺点进行分析和探讨。1.引言风能作为一种清洁的能源来源,具有广阔的发展前景。风力发电是目前应用最广泛的风能利用方式之一,其关键部件之一就是风电铸件。然而,由于风电铸件在复杂环境中工作

风电低温球铁铸件铸造工艺综述.docx
风电低温球铁铸件铸造工艺综述风电低温球铁铸件是指在风电机组中,用于固定叶片的球铁铸件。由于风电机组长期在恶劣的工作环境下运行,处于低温和高湿度气候条件下,因此风电低温球铁铸件对材料的选择和铸造工艺要求较高。本文将对风电低温球铁铸件的铸造工艺进行综述。首先,风电低温球铁铸件的材料选择是至关重要的。在低温环境下,材料的韧性和耐热性都是要考虑的因素。常用的球铁材料有灰口铸铁、球墨铸铁和可锻铸铁等。灰口铸铁的韧性较低,耐热性也相对较差,不适合在低温环境下使用。而球墨铸铁的韧性和耐热性较好,是较为理想的材料选择。另

风电轮毂无冷铁加工方法.pdf
本发明公开一种风电轮毂无冷铁加工方法,包括:模具制造、砂型制造、浇注成型,砂型制造采用完全开放底注式浇注系统,内浇道设计成圆盘形,上直浇道上的直浇口用定量包拔塞浇注口,各组元比例为F直:F横:F内=1∶1.5~2∶25~28;铸件顶面最高点摆放扁出气,扁出气的总截面积大于内浇道的总截面积;将冒口设在铸件上顶面上,单根冒口高度大于400mm;制造过程未排放冷铁;浇注成型:铁液进入铸型型腔的浇注速度控制在0.5~1.0m/s,浇注时间控制在150~210秒之间,浇注温度设定在1300~1310℃进行浇注成型。
风电行星架铸件的铸造方法.pdf
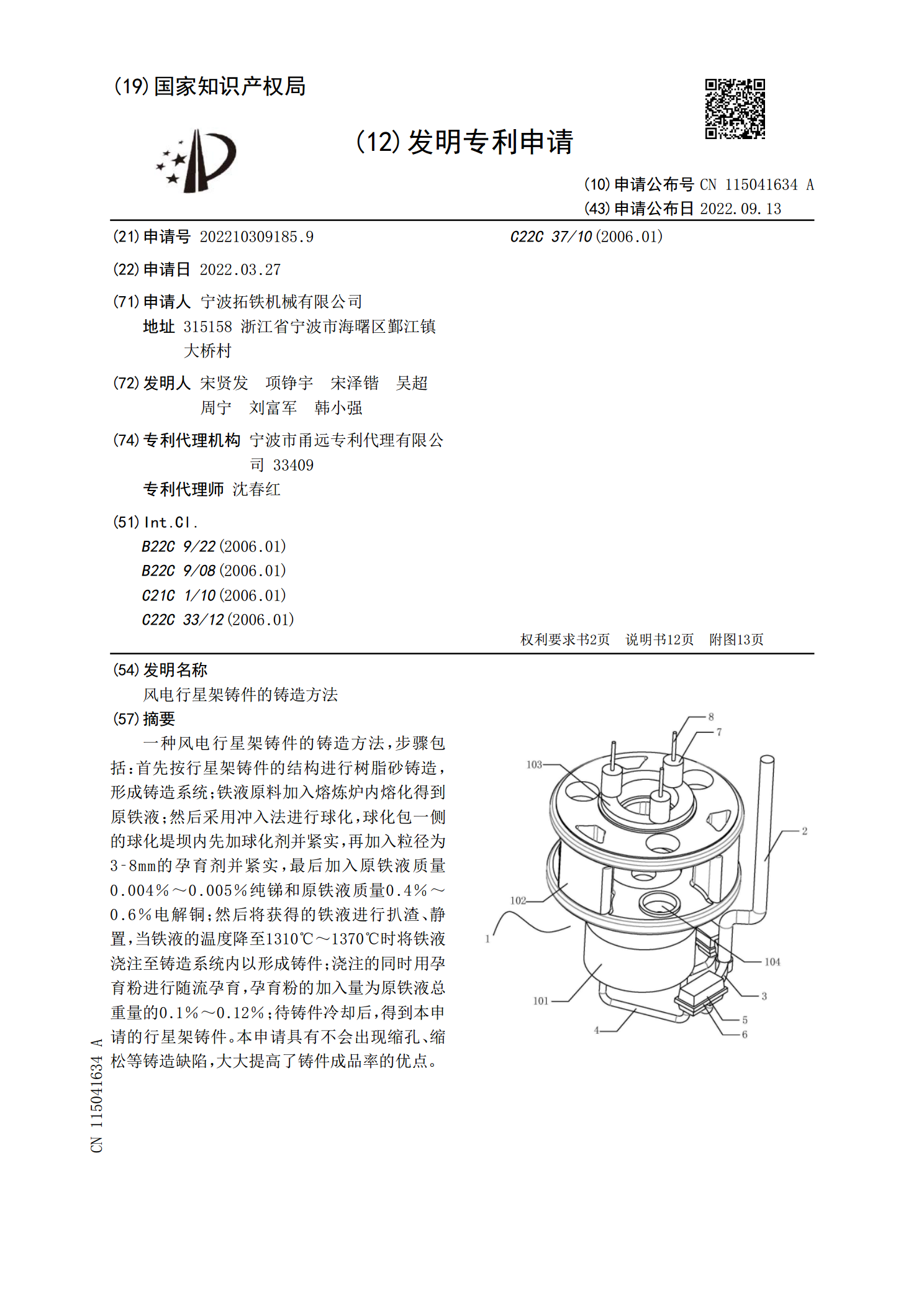
一种风电行星架铸件的铸造方法,步骤包括:首先按行星架铸件的结构进行树脂砂铸造,形成铸造系统;铁液原料加入熔炼炉内熔化得到原铁液;然后采用冲入法进行球化,球化包一侧的球化堤坝内先加球化剂并紧实,再加入粒径为3‑8mm的孕育剂并紧实,最后加入原铁液质量0.004%~0.005%纯锑和原铁液质量0.4%~0.6%电解铜;然后将获得的铁液进行扒渣、静置,当铁液的温度降至1310℃~1370℃时将铁液浇注至铸造系统内以形成铸件;浇注的同时用孕育粉进行随流孕育,孕育粉的加入量为原铁液总重量的0.1%~0.12%;待铸

铸件冷铁界面换热的研究.docx
铸件冷铁界面换热的研究铸件冷铁界面换热的研究摘要:铸件在许多工业领域中被广泛应用,其性能和可靠性对产品的质量具有重要影响。然而,铸件中冷铁界面的换热问题一直是制约铸件性能的一个关键因素。本文对铸件冷铁界面换热进行了研究。引言:铸件冷铁界面的换热问题是指在铸件的冷却过程中,铸件表面与冷却介质之间的热量传递过程。冷铁界面的换热影响着铸件的冷却速率和温度分布,同时也会影响到铸件的机械性能和表面质量。方法:为了研究铸件冷铁界面的换热特性,本文采用了实验和数值模拟的方法。在实验中,我们选择了不同材料和几何形状的铸件