
铝型材弯曲工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝型材弯曲工艺.docx
铝型材弯曲工艺铝型材弯曲工艺摘要:铝型材弯曲工艺在现代制造工业中具有广泛的应用。本论文旨在介绍铝型材弯曲工艺的原理、方法和技术等相关内容,探讨铝型材弯曲过程中的影响因素,并提出一些解决方案。通过对铝型材弯曲工艺的研究,可以提高铝型材的加工效率和质量,促进现代制造工业的发展。关键词:铝型材、弯曲工艺、原理、方法、技术一、引言铝型材具有良好的导热性、导电性和可塑性等优良特性,在现代制造工业中得到广泛应用。铝型材的弯曲工艺是常见的加工方法之一。通过合理的弯曲工艺,可以使铝型材制品更符合设计要求。本文将介绍铝型材
铝型材弯曲装置.pdf
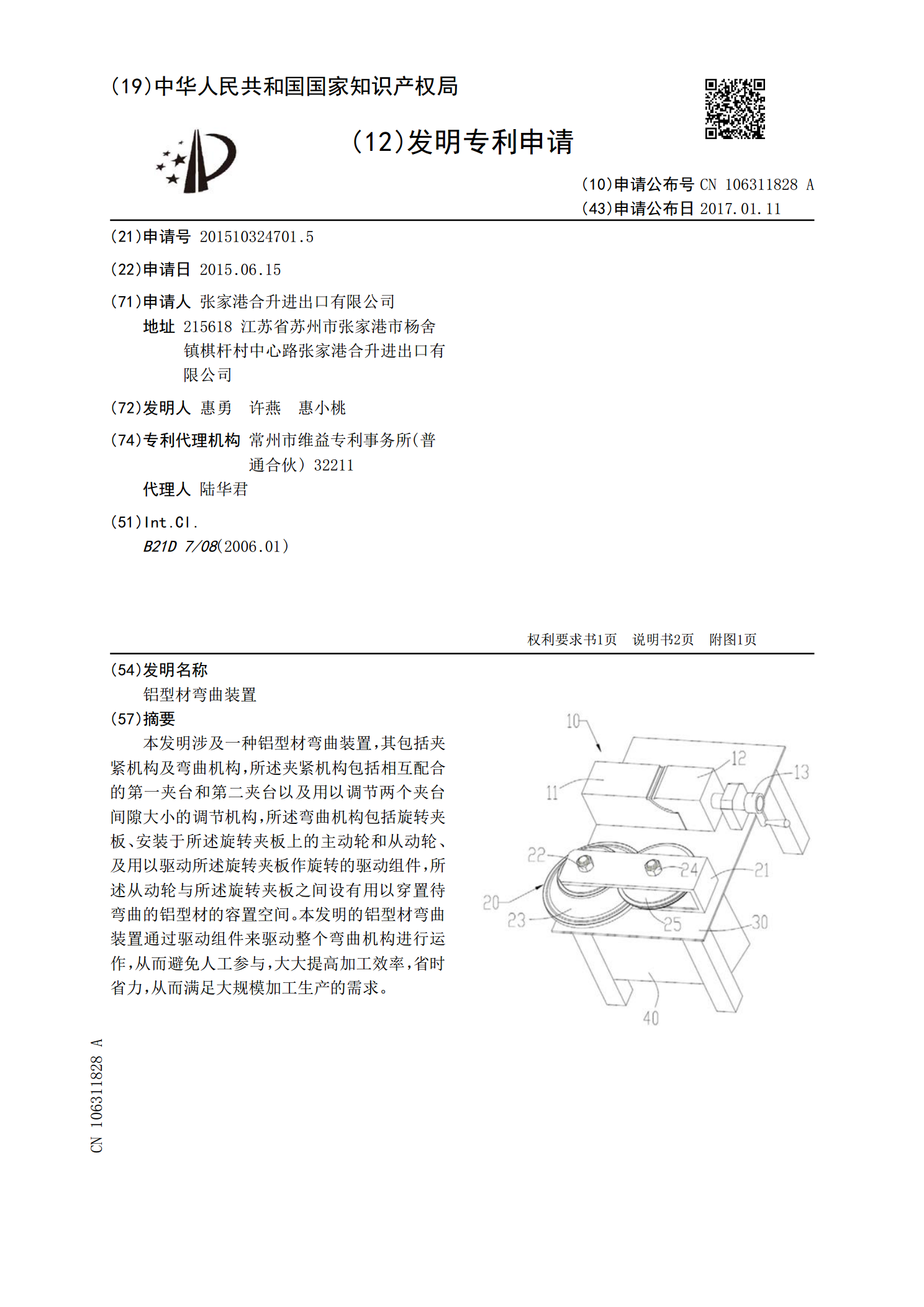
本发明涉及一种铝型材弯曲装置,其包括夹紧机构及弯曲机构,所述夹紧机构包括相互配合的第一夹台和第二夹台以及用以调节两个夹台间隙大小的调节机构,所述弯曲机构包括旋转夹板、安装于所述旋转夹板上的主动轮和从动轮、及用以驱动所述旋转夹板作旋转的驱动组件,所述从动轮与所述旋转夹板之间设有用以穿置待弯曲的铝型材的容置空间。本发明的铝型材弯曲装置通过驱动组件来驱动整个弯曲机构进行运作,从而避免人工参与,大大提高加工效率,省时省力,从而满足大规模加工生产的需求。

弯曲工艺与弯曲模.pptx
第三节弯曲卸载后旳回弹弯曲是将板料、棒料、型材或管料等弯成一定形状和角度旳零件旳一种冲压成形工序。概述生活中旳弯曲零件弯曲件旳弯曲措施用模具成形弯曲件一用模具成形弯曲件二1)弯曲变形区主要在弯曲件旳圆角部分。2)弯曲变形区内,在板料旳外层切向纤维受拉而伸长,在内层切向纤维受压缩而缩短。应变中性层:在缩短和伸长两变形区域之间,必有一层金属纤维变形前后长度保持不变。伴随弯曲逐渐进行,应变中性层逐渐内移。3)在弯曲变形区中,板料变形后产生厚度变薄现象。(r/t)↘,t↘t(↘)→t1变薄系数η=t1/t2.弹-

弯曲工艺与弯曲模.ppt
第七讲弯曲工艺与弯曲模一、弯曲工艺及弯曲件工艺性⒉弯曲件结构工艺性最小弯曲半经rmin①当弯曲90°角时为保证弯曲件质量必须使其直边高度h大于厚度t的两倍以上(即h>2t);③当弯曲边带有斜角时应使h=(2~4)t>3mm。⑶弯曲件孔边距②如工件结构允许可在弯曲处先冲出工艺孔再弯曲成型(工艺孔吸收弯曲变形应力防止孔在弯曲时变形)(如图)。⑷止裂孔、止裂槽图(b)、(c)所示的尺寸标注方法冲孔只能在弯曲成形后进行增加了工序。⑹弯曲件精度二、弯曲变形过程分析

弯曲工艺与弯曲模.pptx
第七讲弯曲工艺与弯曲模一、弯曲工艺及弯曲件工艺性⒉弯曲件结构工艺性①当弯曲90°角时,为保证弯曲件质量,必须使其直边高度h大于厚度t的两倍以上(即h>2t);⑶弯曲件孔边距②如工件结构允许,可在弯曲处先冲出工艺孔,再弯曲成型(工艺孔吸收弯曲变形应力,防止孔在弯曲时变形)(如图)。图(b)、(c)所示的尺寸标注方法,冲孔只能在弯曲成形后进行,增加了工序。⑹弯曲件精度二、弯曲变形过程分析⒉弯曲变形分析--网格法因此,总体上材料厚度在弯曲变形区内会变薄,使毛坯的中性层发生内移。内层材料受压缩,宽度应增加,外层材