
树脂碾米砂轮半自动成型线.pdf

又珊****ck


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

树脂碾米砂轮半自动成型线.pdf
本发明涉及树脂碾米砂轮半自动成型线,采用包括有压机、模具组装设备、模具转运设备、脱模系统和输送机的半自动成型作业生产线,输送机包括左输送机和右输送机,压机包括主压机和预压机;卸模系统包括有卸模机、卸模转运设备和卸模平台,卸模机分别配接卸模转运设备和卸模平台;模具组装设备包括左模具组装平台和右模具组装平台;主压机两侧有由模具组装设备、预压机、模具转运设备构成的左预压系统和右预压系统,左预压系统和右预压系统与主压机配接,主压机与卸模系统相连;左预压系统和右预压系统共用主压机和卸模系统,左预压系统和右预压系统分

一种新型树脂砂轮成型机.pdf
本发明公开了一种新型树脂砂轮成型机,属于砂轮成型设备技术领域,其技术要点包括机架,在机架上设有合模油缸,在合模油缸的动力输出轴上设有下热压板,在下热压板上方的机架上设有定位块,在定位块底部设有与下热压板相对应的上热压板;在上、下热压板之间设有砂轮成型模,在砂轮成型模一侧设有移模机构,在砂轮成型模另一侧的机架上设有旋转加料台,旋转加料台连接有旋转驱动装置;在旋转加料台下方设有升降脱模油缸,在升降脱模油缸的动力输出轴上设有下顶杆机构,下顶杆机构穿过旋转加料台与固定在定位块底部的上顶杆机构相对;本发明旨在提供一

一种新型树脂砂轮及其成型工艺.pdf
一种新型树脂砂轮及其成型工艺属于磨削、抛光或刃磨用的工具技术领域,具体地说,是涉及一种新型树脂砂轮及其成型工艺。本发明提供一种切削效率高、耐用度好,且成本低的新型树脂切削砂轮及其成型工艺。本发明的新型树脂砂轮是由以下原料组成的:磨料、结合剂、填料;其中,磨料为100重量份,采用棕刚玉、铬刚玉、镨钕刚玉、黑碳化硅;结合剂为25~35重量份,采用酚醛树脂(液体)、聚酰亚胺树脂(粉剂)、呋喃树脂(粉剂);填料采用半水石膏粉8~10重量份、铝矾土5~8重量份、铜粉2~4重量份、米白云石粉5~8重量份、聚酰胺蜡微粉
一种结构紧凑的树脂砂轮成型机.pdf
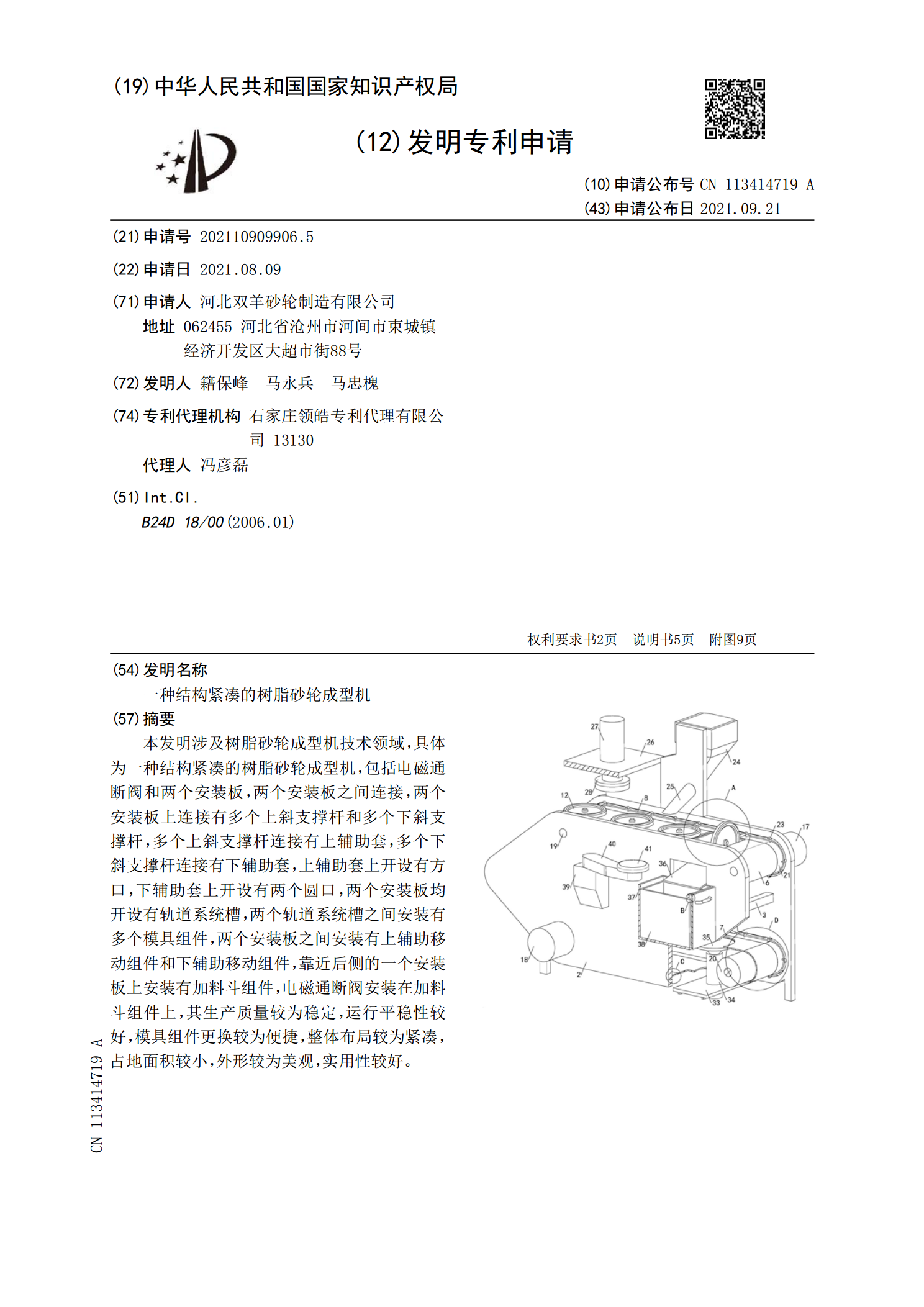
本发明涉及树脂砂轮成型机技术领域,具体为一种结构紧凑的树脂砂轮成型机,包括电磁通断阀和两个安装板,两个安装板之间连接,两个安装板上连接有多个上斜支撑杆和多个下斜支撑杆,多个上斜支撑杆连接有上辅助套,多个下斜支撑杆连接有下辅助套,上辅助套上开设有方口,下辅助套上开设有两个圆口,两个安装板均开设有轨道系统槽,两个轨道系统槽之间安装有多个模具组件,两个安装板之间安装有上辅助移动组件和下辅助移动组件,靠近后侧的一个安装板上安装有加料斗组件,电磁通断阀安装在加料斗组件上,其生产质量较为稳定,运行平稳性较好,模具组件

树脂弹性砂轮.pdf
本发明公开了一种树脂弹性砂轮,其原料及重量配比份数为:磨料为单晶刚玉100份,以磨料为100份计算,加入酚醛树脂17~25份,环氧树脂10~15份,成孔剂4~10份。所述成型工序分三次投料,第一次投成型料50%,第二次投成型料30%,第三次投成型料20%,搅料均匀后刮平,盖上模板后压制到所需厚度;所述硬化工序进行分段加温或保温,由常温逐步加温至189℃,硬化时间为36小时。本发明有效提高了砂轮的自锐性能,减轻了砂轮重量,便于安装和设定调整,提高了砂轮的组织均匀性和平衡性能。该方法对硬化的温度和时间进行了优