
风电渗碳花键太阳轮变形控制研究.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

风电渗碳花键太阳轮变形控制研究.docx
风电渗碳花键太阳轮变形控制研究标题:风电渗碳花键太阳轮变形控制研究摘要:风电渗碳花键太阳轮是风力发电机组中一个关键的部件,其变形问题会直接影响风力发电机组的稳定性和性能。本文针对风电渗碳花键太阳轮的变形问题展开研究,分析了变形的原因,并提出了相应的变形控制方法,为提升风力发电机组的工作效率和可靠性提供了理论支持。1.引言风力发电技术作为可再生能源的重要代表,具有环保、清洁、可持续等特点,受到了广泛关注和应用。风力发电机组中的风电渗碳花键太阳轮作为其关键部件之一,承担着传递动力和转速的重要功能。然而,由于长

低温渗碳淬火工艺应用及齿轮花键孔变形的控制.docx
低温渗碳淬火工艺应用及齿轮花键孔变形的控制一、引言钢件是机械制造中常用的材料。在实际使用过程中,钢件需要具备很高的硬度和耐磨性能。齿轮作为机械传动的重要元件,其正常运转需要稳定可靠的支撑。而齿轮花键孔的变形则会导致齿轮传动不稳定,从而影响机器的正常使用。因此,如何控制齿轮花键孔的变形成为了一项重要的技术问题。同时,对于钢件的热处理技术,低温渗碳淬火工艺也是一种常用的热处理方式。本文将就低温渗碳淬火工艺在齿轮制造中的应用和齿轮花键孔变形进行分析和探讨。二、低温渗碳淬火工艺的基本原理低温渗碳淬火工艺是在低温下

一级太阳轮内花键变形锥度控制热处理方法.pdf
本发明提供一种一级太阳轮内花键变形锥度控制热处理方法,所述一级太阳轮包括主轴和外圆,所述外圆内设置有内花键和内孔,本发明的热处理方法是:在所述一级太阳轮的内孔中装入一根圆棒,在所述外圆处加装一个圆环,装炉时按照外圆在上、主轴在下的方式,渗碳温度为878‑882摄氏度,优选为880摄氏度,强渗碳势为1.00%,扩散碳势为0.75%,淬火温度为823‑827摄氏度,优选为825摄氏度,分级淬火油温度为80摄氏度。本发明能够有效减小热处理内花键的变形锥度,提高一级太阳轮的产品质量。
控制内花键变形的热处理方法及其内花键变形补偿工装.pdf
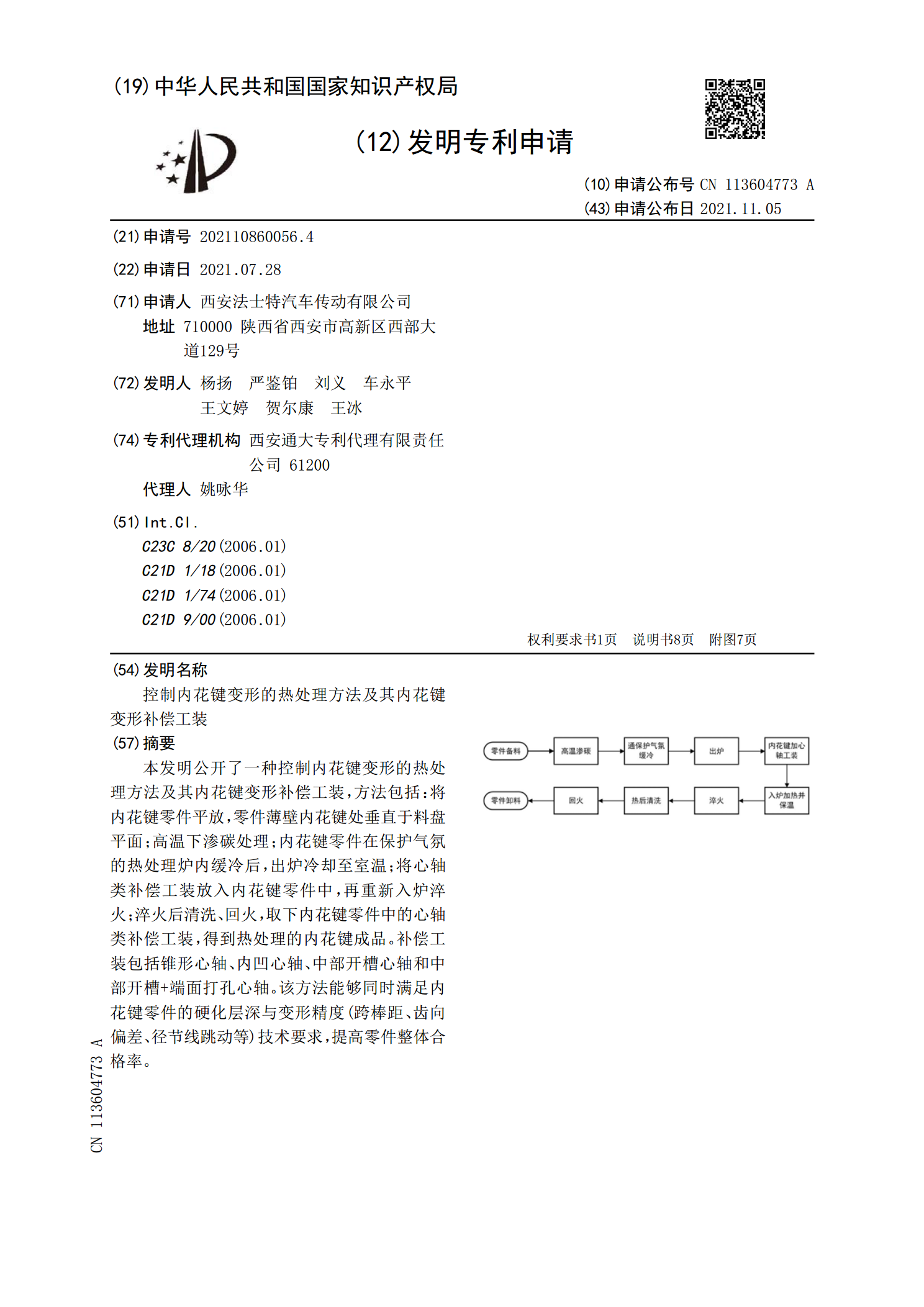
本发明公开了一种控制内花键变形的热处理方法及其内花键变形补偿工装,方法包括:将内花键零件平放,零件薄壁内花键处垂直于料盘平面;高温下渗碳处理;内花键零件在保护气氛的热处理炉内缓冷后,出炉冷却至室温;将心轴类补偿工装放入内花键零件中,再重新入炉淬火;淬火后清洗、回火,取下内花键零件中的心轴类补偿工装,得到热处理的内花键成品。补偿工装包括锥形心轴、内凹心轴、中部开槽心轴和中部开槽+端面打孔心轴。该方法能够同时满足内花键零件的硬化层深与变形精度(跨棒距、齿向偏差、径节线跳动等)技术要求,提高零件整体合格率。

一种太阳轮轴与花键轴及行星轮的装配结构、风电齿轮箱.pdf
本发明公开了一种太阳轮轴与花键轴及行星轮的装配结构、风电齿轮箱,属于机械传动技术领域,包括:太阳轮轴,所述太阳轮轴的一端设置有斜齿轮外齿,另一端设置有斜花键外齿,所述斜齿轮外齿的螺旋角方向与所述斜花键外齿的螺旋角方向相同;花键轴,所述花键轴套设于所述太阳轮轴设置有斜花键外齿的一端,所述花键轴的内壁设置有斜花键内齿,所述斜花键内齿与所述斜花键外齿配合;行星轮,所述行星轮与所述太阳轮啮合。本发明将太阳轮轴与花键轴通过斜花键齿轮副配合,斜花键齿轮副可提高齿面重合度,增加承载能力,且有利于抵消行星轮系中太阳轮轴浮