
钛合金圆筒形零件旋压的装置与方法.pdf

星星****眨眼


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钛合金圆筒形零件旋压的装置与方法.pdf
本发明涉及钛合金圆筒形零件旋压的装置与方法,包括旋压模具1、旋轮装置4、齿盘装置7及旋压机床,旋压模具1主要用于装卡圆筒形旋压零件10,并在旋压加工中限制材料流动的作用。齿盘装置7是在旋压加工中固定圆筒零件,防止圆筒形旋压零件10与旋压模具1发生相对转动的装置。旋轮装置4是在旋压加工中对圆筒形旋压零件10施加旋压力,使钛合金旋压毛坯发生塑性变形,以使达到所需要形状和尺寸的装置。圆筒形旋压零件10的制备,旋压前,将旋压模具1和圆筒形旋压零件10加热至一定的温度,完成装模过程,之后进行旋压操作,待旋压模具1和
旋压装置以及旋压方法.pdf
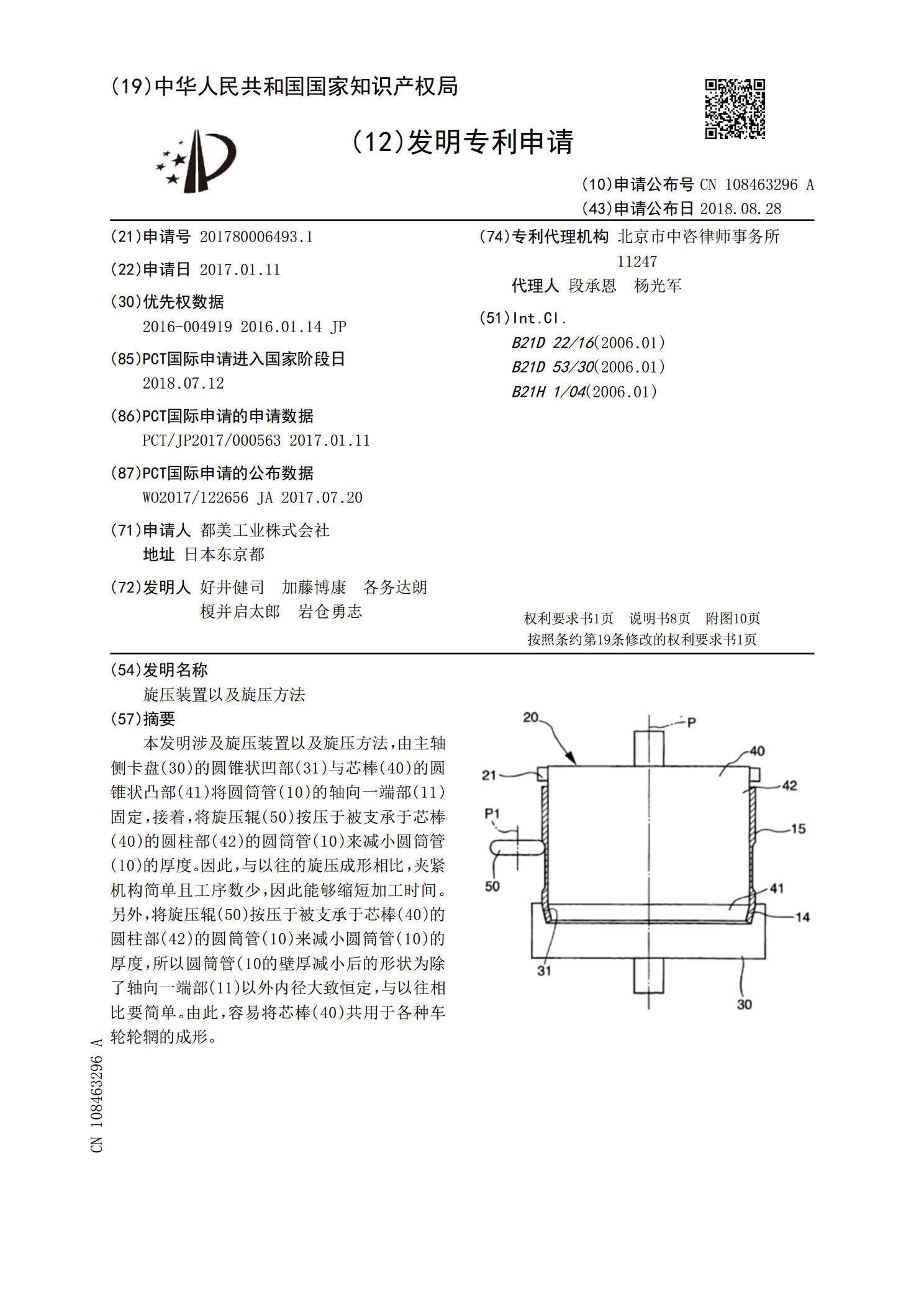
本发明涉及旋压装置以及旋压方法,由主轴侧卡盘(30)的圆锥状凹部(31)与芯棒(40)的圆锥状凸部(41)将圆筒管(10)的轴向一端部(11)固定,接着,将旋压辊(50)按压于被支承于芯棒(40)的圆柱部(42)的圆筒管(10)来减小圆筒管(10)的厚度。因此,与以往的旋压成形相比,夹紧机构简单且工序数少,因此能够缩短加工时间。另外,将旋压辊(50)按压于被支承于芯棒(40)的圆柱部(42)的圆筒管(10)来减小圆筒管(10)的厚度,所以圆筒管(10的壁厚减小后的形状为除了轴向一端部(11)以外内径大致恒
一种齿形零件滚轧旋压成形装置及方法.pdf
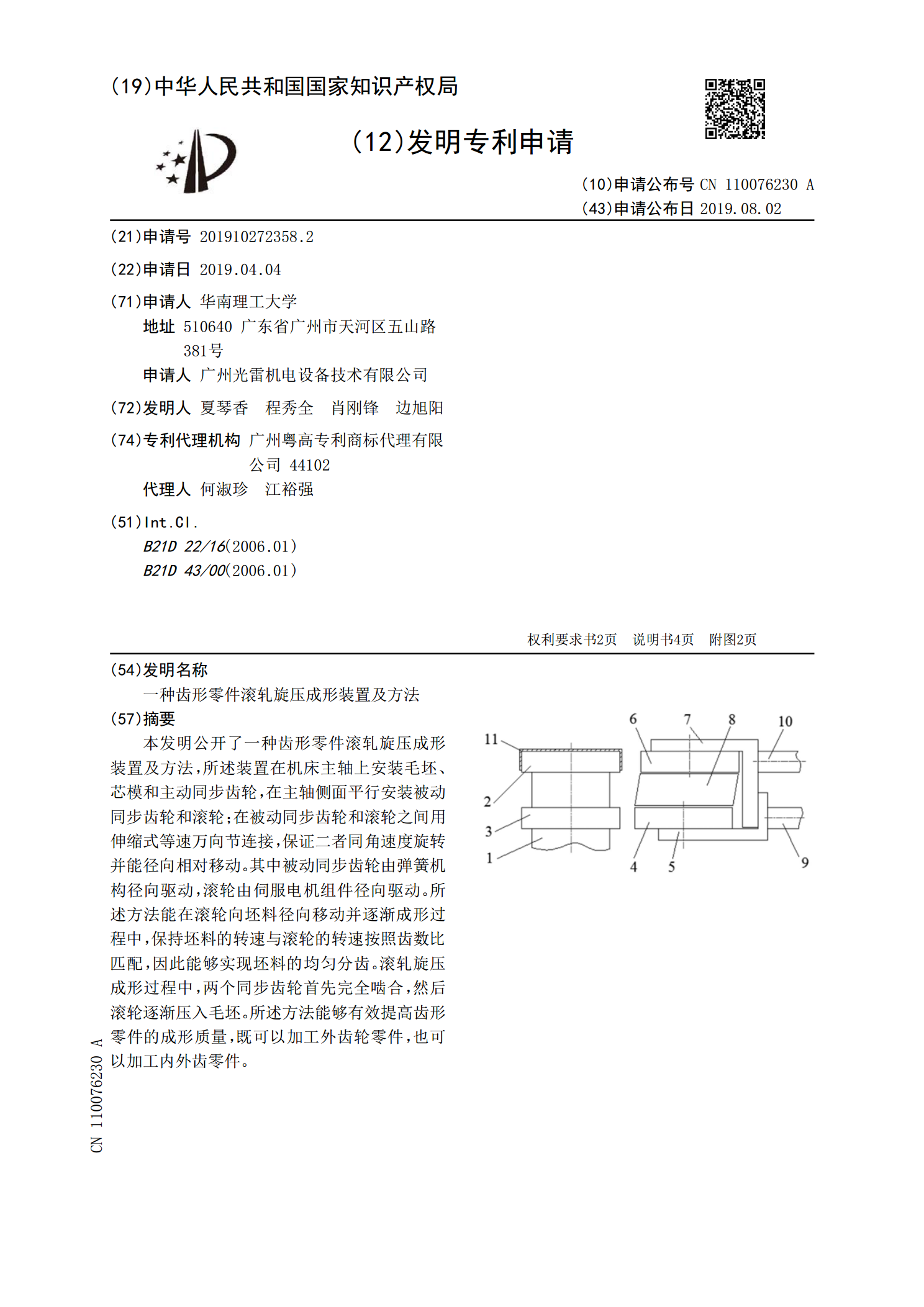
本发明公开了一种齿形零件滚轧旋压成形装置及方法,所述装置在机床主轴上安装毛坯、芯模和主动同步齿轮,在主轴侧面平行安装被动同步齿轮和滚轮;在被动同步齿轮和滚轮之间用伸缩式等速万向节连接,保证二者同角速度旋转并能径向相对移动。其中被动同步齿轮由弹簧机构径向驱动,滚轮由伺服电机组件径向驱动。所述方法能在滚轮向坯料径向移动并逐渐成形过程中,保持坯料的转速与滚轮的转速按照齿数比匹配,因此能够实现坯料的均匀分齿。滚轧旋压成形过程中,两个同步齿轮首先完全啮合,然后滚轮逐渐压入毛坯。所述方法能够有效提高齿形零件的成形质量

旋压装置.pdf
本发明公开了一种旋压装置,包括床身、主轴箱、尾座、三旋轮刚性同步装置及控制箱,所述床身两端分别固定有主轴箱及尾座,所述主轴箱与尾座之间通过主轴连接,所述主轴上设置有可沿主轴左右移动的三旋轮刚性同步装置,所述尾座内设置有油缸,所述油缸与三旋轮刚性同步装置连接,所述控制箱与油缸连接。该旋压装置采用三旋轮刚性同步,结构简单新颖,便于控制,工作状态稳定,采用电液伺服、微机闭环控制系统,控制准确、灵活、操作方便,自动化程度高,成型性好,成品率高,改善了枪管的表面质量,机械性能得到较大的提高,可节约近55%的原材料,
一种旋压成形加工装置及旋压成形方法.pdf
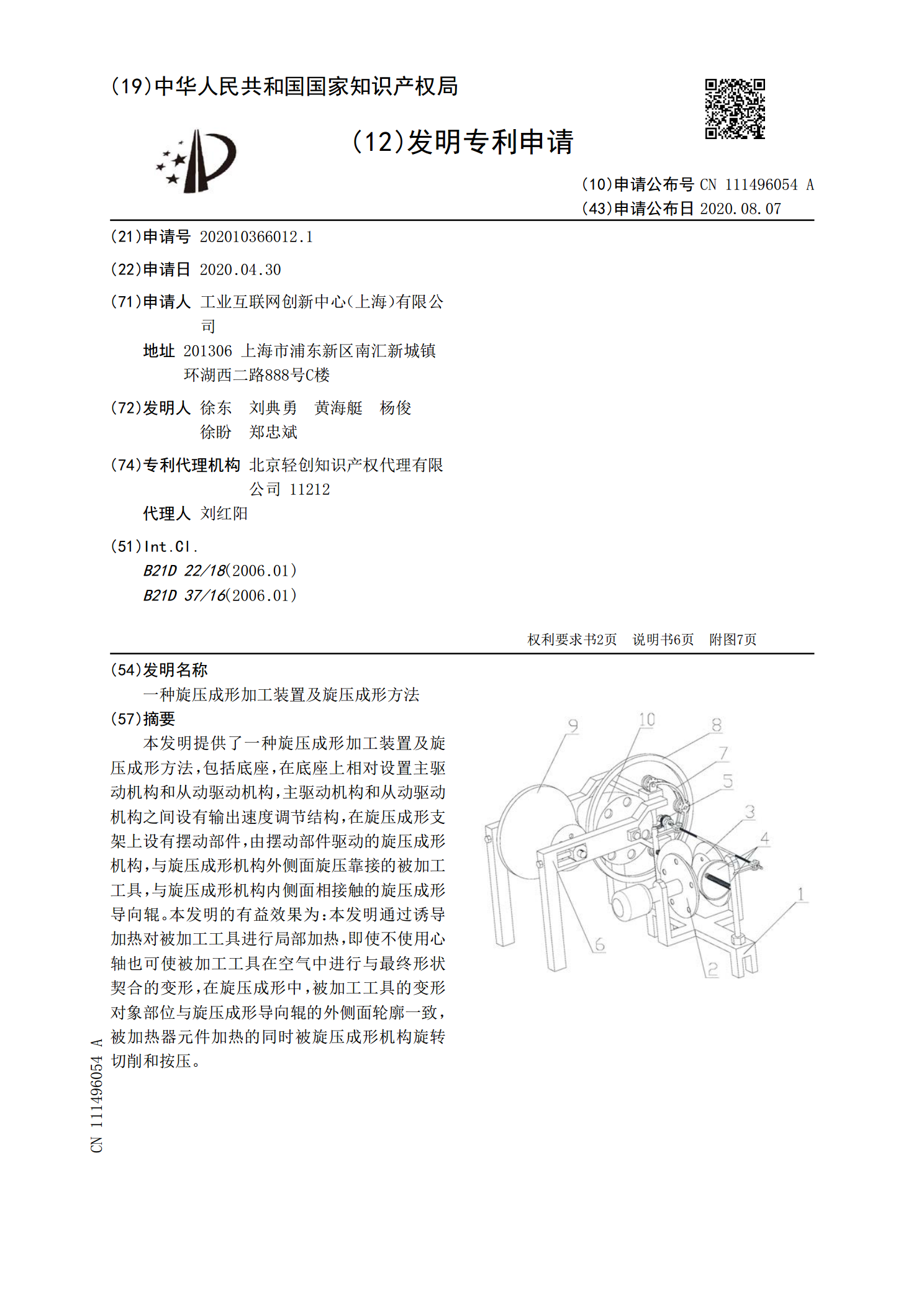
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加