
组合式凸轮轴的加工方法.pdf

书生****写意


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

组合式凸轮轴的加工方法.pdf
本发明提出了组合式凸轮轴的加工方法,具体如下:(1)先把端头加工成端头台阶轴半成品;(2)加工端头台阶轴半成品为端头成品:车环槽,加工中心孔,加工端面处的定位孔,钻外圆上的斜孔;(3)端头成品压装在空心芯轴;(4)装配凸轮:装配要端头成品的斜孔和每一个凸轮的相位关系,通过定向机构以端头成品外圆定位且以一个定位孔定向,然后压装凸轮。本发明创新思路,解决了组合式凸轮轴的加工难题,先把端头加工成成品,再与空心芯轴装配,成功解决了端头的精加工,克服钻斜孔定位不方便且麻烦的问题,且钻斜孔时用很小功率的机床就能实现,

一种组合式凸轮轴生产加工方法.pdf
本发明公开了一种组合式凸轮轴生产加工方法,制造工艺步骤为:第一步,将空心管芯轴校直,然后采用数控装配机进行凸轮、轴颈部件与芯轴的紧配合冷装定位;第二步,将液体介质注入管内之后,管子两端用轴向冲头封死;第三步,通过将管芯内压力提高至250-350MPa,整个管芯发生塑性变形,直至贴合在凸轮、轴颈部件上,在管芯和凸轮之间就发生了力连接和形状连接,第四步,采用激光焊接方法将传动部件固定在凸轮轴两端。本发明整体工艺简单,较铸铁类凸轮轴减重明显,综合成本低,装配精度高,完全满足各类汽车发动机凸轮轴的使用要求。

组合式凸轮轴加工工艺.docx
组合式凸轮轴加工工艺摘要:本文介绍了组合式凸轮轴的结构特点及目前国内组合式凸轮轴的制造技术现状并结合传统整体式凸轮轴进行了对比分析为新产品开发及工艺制定的合理设计提供了可靠的依据。关键词:内燃机组合式凸轮轴加工工艺前言凸轮轴是发动机的重要零部件之一凸轮轴的结构设计和加工质量的好坏对发动机的性能起着极其重要的作用随着发动机高速度、高输出功率、低燃油附加性、整车轻量化和低成本投入等的设计需求对发动机零部件尤其是凸轮轴提出了更高的设计要求要求其结构

组合式凸轮轴、主凸轮轴体和生产组合式凸轮轴的方法.pdf
本发明涉及一种组合式凸轮轴,一种用于生产组合式凸轮轴的方法和主凸轮轴体(2)。组合的或待组合的凸轮轴承载至少一个凸轮元件(4;41),待配置在主凸轮轴体(2)上的所述一个凸轮元件因此是可旋转地固定的和轴向可活动的,和承载至少另一个凸轮元件(4;40),待配置在主凸轮轴体(2)上所述另一个凸轮元件因此是可旋转地固定的和轴向不可活动的。根据本发明,主凸轮轴体(2)具有第一轴向子区段(2a),该子区段带有多齿轮廓,因此依靠在轴和轮毂之间的正连接,其保证待配置在所述子区段(2a)中的凸轮元件(4;41)因此是轴向
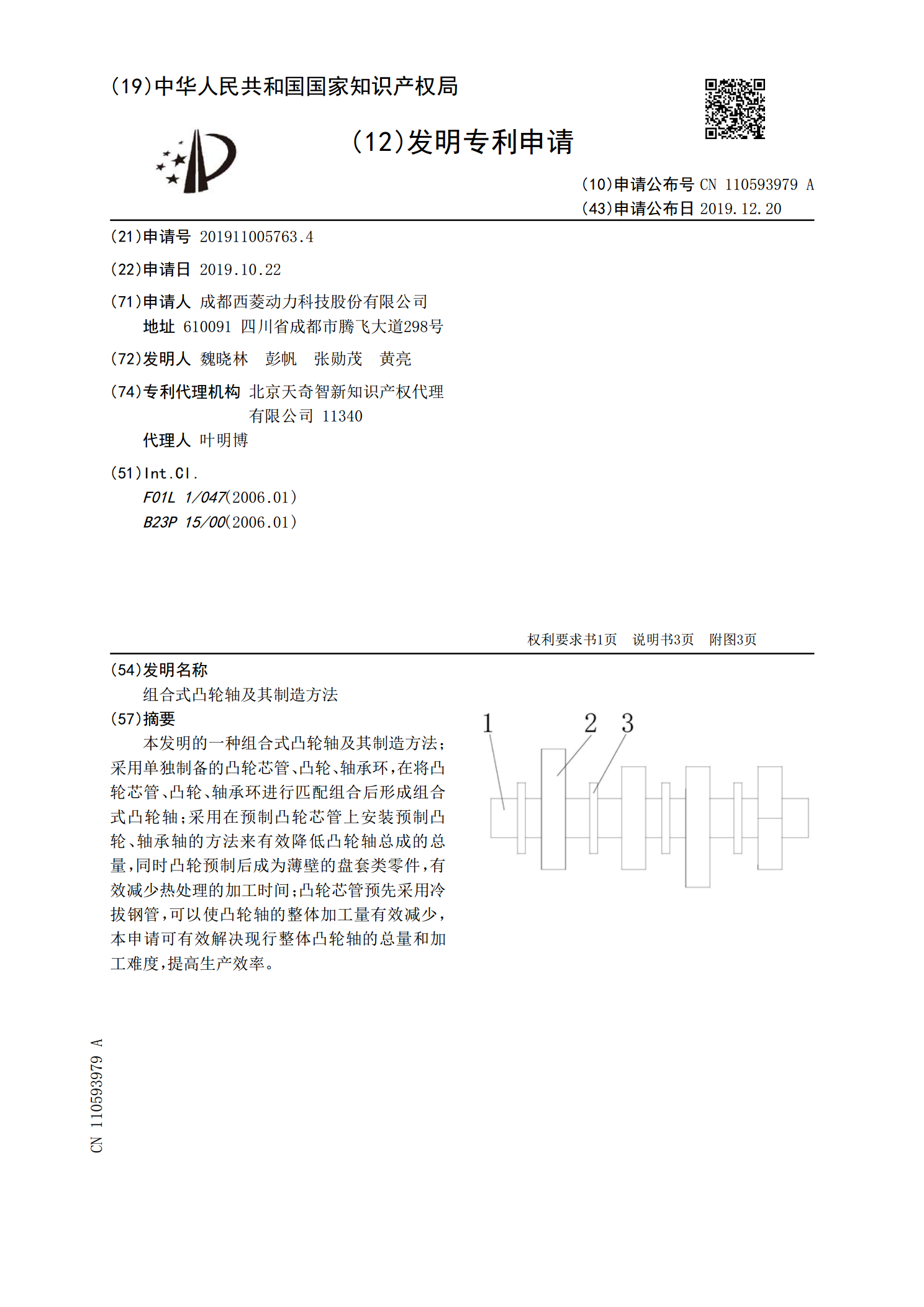
组合式凸轮轴及其制造方法.pdf
本发明的一种组合式凸轮轴及其制造方法;采用单独制备的凸轮芯管、凸轮、轴承环,在将凸轮芯管、凸轮、轴承环进行匹配组合后形成组合式凸轮轴;采用在预制凸轮芯管上安装预制凸轮、轴承轴的方法来有效降低凸轮轴总成的总量,同时凸轮预制后成为薄壁的盘套类零件,有效减少热处理的加工时间;凸轮芯管预先采用冷拔钢管,可以使凸轮轴的整体加工量有效减少,本申请可有效解决现行整体凸轮轴的总量和加工难度,提高生产效率。