
涡轮工作叶片的加工方法.pdf

是你****深呀


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

涡轮工作叶片的加工方法.pdf
本发明公开了一种涡轮工作叶片的加工方法,包括以下步骤:a、统一涡轮工作叶片毛坯与涡轮工作叶片毛坯机加工的定位基准;b、对涡轮工作叶片毛坯进行固定定位,并依据定位基准进行加工;c、磨削加工形成涡轮工作叶片的榫齿,以加工好榫齿进行定位,加工涡轮工作叶片的上缘板、下缘板以及叶冠的锯齿;d、加工后的涡轮工作叶片进行热处理和喷丸,形成成型的涡轮工作叶片。将机加与毛坯基准统一,实现的毛坯模具的定位点和机加榫齿定位点一致,消除了基准不统一的误差,减少了基准转化的次数,提高了转换精度,达到设计的叶型位置度要求;提高加工后
涡轮叶片排气边加工方法.pdf
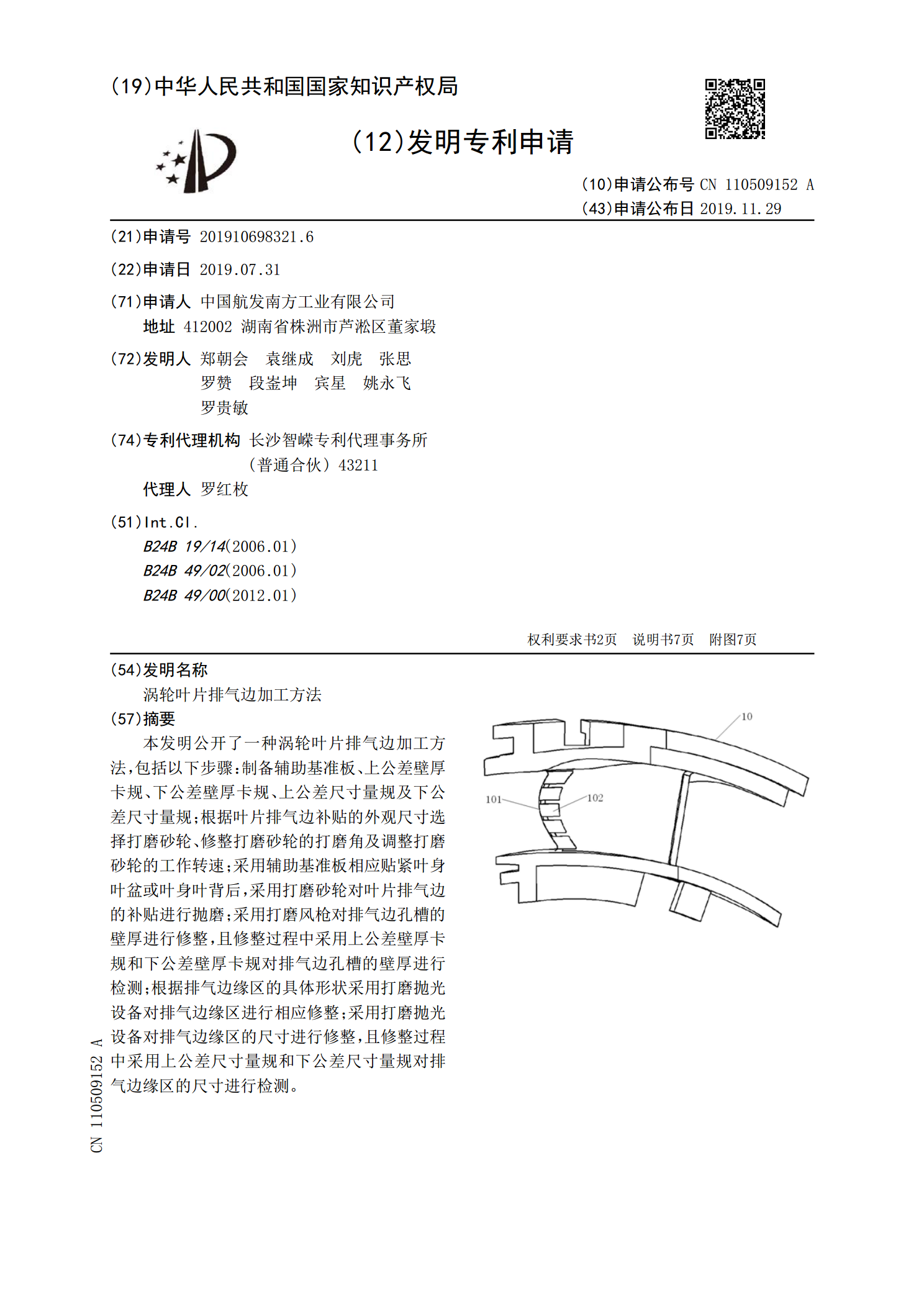
本发明公开了一种涡轮叶片排气边加工方法,包括以下步骤:制备辅助基准板、上公差壁厚卡规、下公差壁厚卡规、上公差尺寸量规及下公差尺寸量规;根据叶片排气边补贴的外观尺寸选择打磨砂轮、修整打磨砂轮的打磨角及调整打磨砂轮的工作转速;采用辅助基准板相应贴紧叶身叶盆或叶身叶背后,采用打磨砂轮对叶片排气边的补贴进行抛磨;采用打磨风枪对排气边孔槽的壁厚进行修整,且修整过程中采用上公差壁厚卡规和下公差壁厚卡规对排气边孔槽的壁厚进行检测;根据排气边缘区的具体形状采用打磨抛光设备对排气边缘区进行相应修整;采用打磨抛光设备对排气边
涡轮低压转子叶片的加工方法及涡轮低压转子叶片.pdf
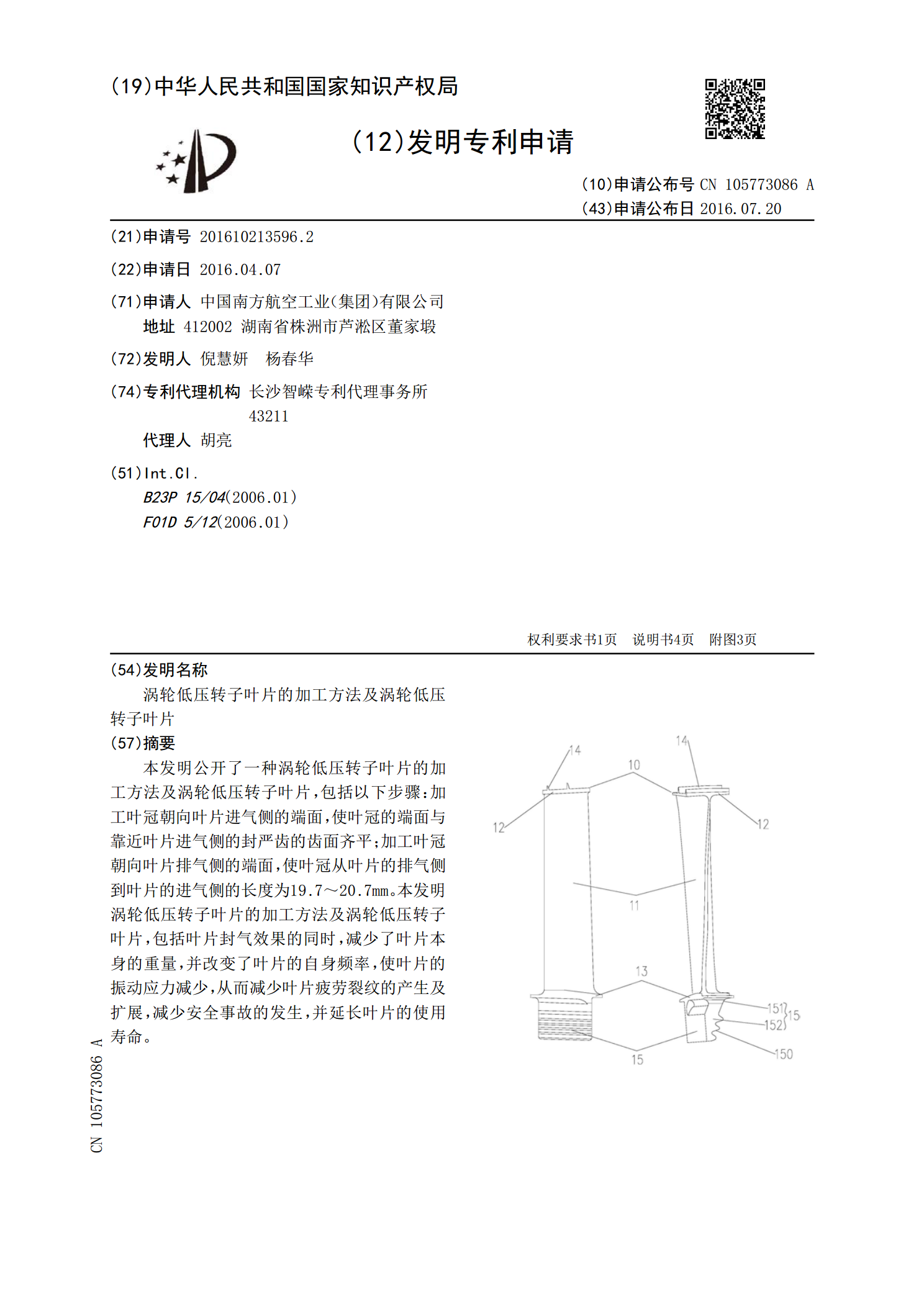
本发明公开了一种涡轮低压转子叶片的加工方法及涡轮低压转子叶片,包括以下步骤:加工叶冠朝向叶片进气侧的端面,使叶冠的端面与靠近叶片进气侧的封严齿的齿面齐平;加工叶冠朝向叶片排气侧的端面,使叶冠从叶片的排气侧到叶片的进气侧的长度为19.7~20.7mm。本发明涡轮低压转子叶片的加工方法及涡轮低压转子叶片,包括叶片封气效果的同时,减少了叶片本身的重量,并改变了叶片的自身频率,使叶片的振动应力减少,从而减少叶片疲劳裂纹的产生及扩展,减少安全事故的发生,并延长叶片的使用寿命。

涡轮动叶片与涡轮转子的销结合部的加工方法及涡轮动叶片.pdf
本发明提供即使是使用高强度材料的叉销结合方式的动叶片,也具有较高强度可靠性的销结合部的加工方法与涡轮动叶片。在对由高强度材料形成的涡轮动叶片与转子盘进行销结合的销结合部的加工方法中,在销孔的铰孔加工后使铰孔棒一边旋转一边从加工孔拔出铰孔棒,通过销结合部的销孔内表面的由切削产生的筋状裂纹(15)相对于销孔轴向倾斜,并且销孔内表面的筋状裂纹的方向与在销孔内表面上产生的拉伸应力的方向充分近似于平行,抑制由筋状裂纹产生的疲劳强度下降。
一种涡轮工作叶片机械加工方法.pdf
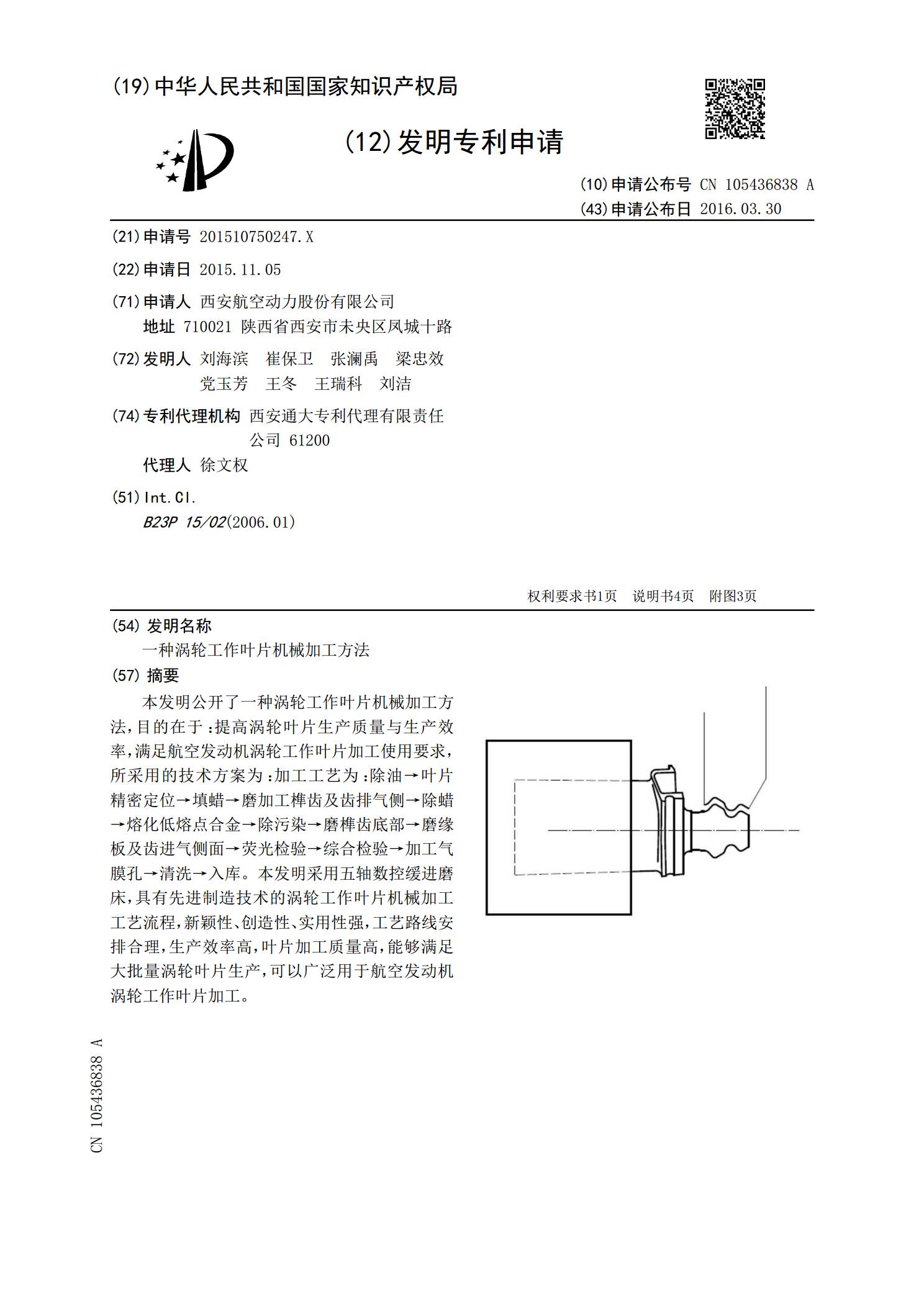
本发明公开了一种涡轮工作叶片机械加工方法,目的在于:提高涡轮叶片生产质量与生产效率,满足航空发动机涡轮工作叶片加工使用要求,所采用的技术方案为:加工工艺为:除油→叶片精密定位→填蜡→磨加工榫齿及齿排气侧→除蜡→熔化低熔点合金→除污染→磨榫齿底部→磨缘板及齿进气侧面→荧光检验→综合检验→加工气膜孔→清洗→入库。本发明采用五轴数控缓进磨床,具有先进制造技术的涡轮工作叶片机械加工工艺流程,新颖性、创造性、实用性强,工艺路线安排合理,生产效率高,叶片加工质量高,能够满足大批量涡轮叶片生产,可以广泛用于航空发动机涡