
一种圆弧端齿适配磨削方法.pdf

书生****专家


1/9

2/9

3/9

4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆弧端齿适配磨削方法.pdf
本发明公开一种圆弧端齿适配磨削方法,步骤如下:一、标准件分析;二、确定标准件的半齿距数:在圆弧端齿同一节平面上,以齿面0为不动面,每个齿面至少打2个点分别与其他齿面的点构造圆,评价出圆度最好的两个齿面点所构造的圆,得出该标准件在加工时的砂轮包容的半齿距数;根据得到的砂轮包容的半齿距数和前期的基本信息,推算出圆弧端齿的最重要的两个参数:砂轮在节径平面上的半径;零件中心与砂轮中心的距离;三、齿面拟合拟合配磨调整;四、齿顶高和齿全高配磨调整;调整砂轮的轮廓位置的方式是通过调整砂轮修整器坐标点的位置。本发明的优点

一种圆弧端齿结构钛合金材料数控磨削方法.pdf
一种圆弧端齿结构钛合金材料数控磨削方法,加工前要确认机床如下信息:零件水平位置;砂轮修整器的径向、轴向位置以及角度;压力角;砂轮尺寸参数;金刚石碟片尺寸参数;端齿形状参数;冷却管路调整;工序加工操作程序:装夹零件;用砂轮在零件端面划出齿痕,以便检查齿与孔的相对位置;小切削量切齿,不修整砂轮,着色观察确定每个多少个齿修正一次砂轮;粗切齿,每隔数齿修整一次砂轮;着色检查,调整砂轮半径和中心距,确认齿形参数;半精切齿,修磨砂轮频率是精磨的一半;着色检查,调整磨削参数,保证齿轮接触面积。本发明的优点:实现圆弧端齿
圆弧端齿齿形加工方法.pdf
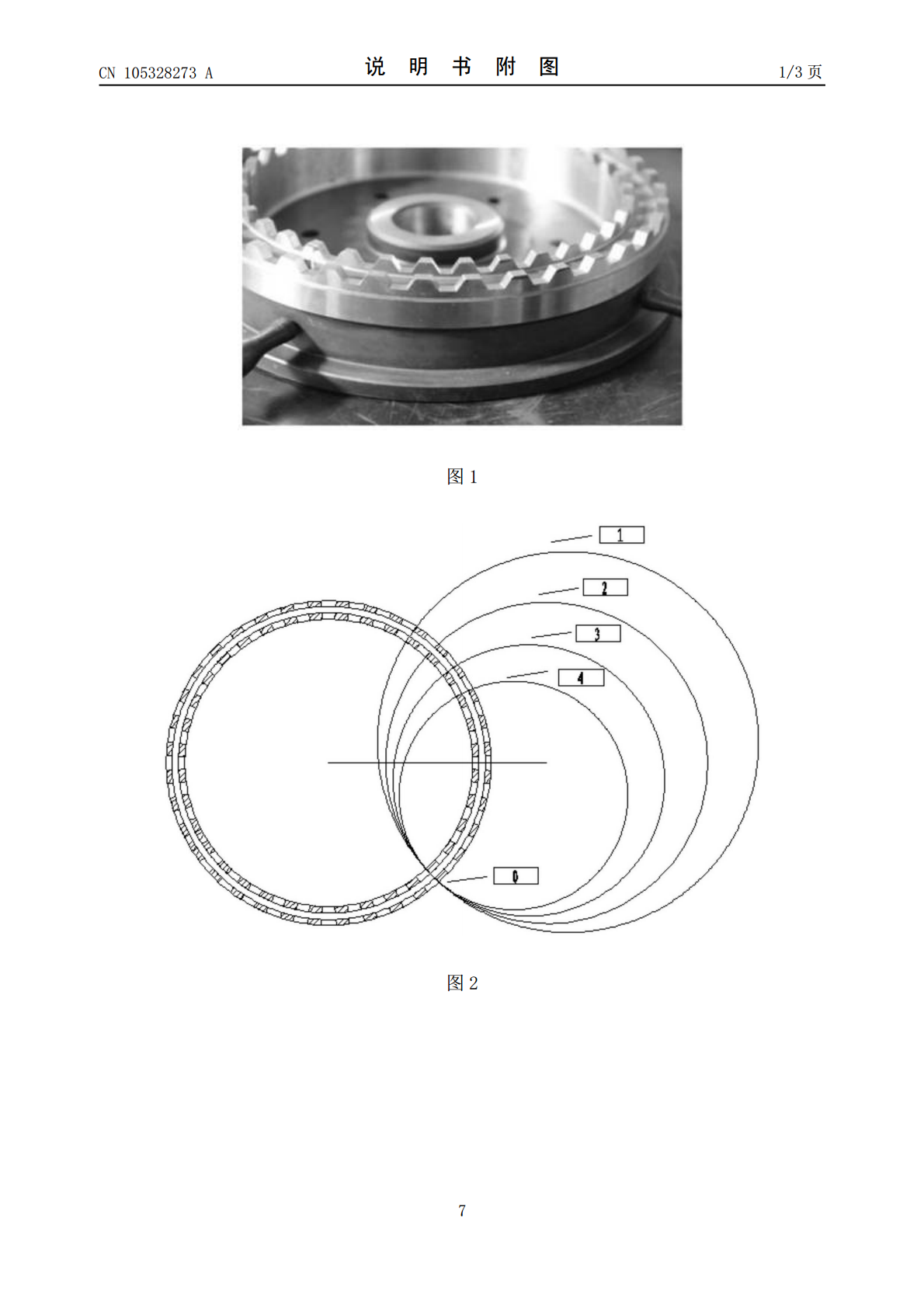
本发明公开了一种圆弧端齿齿形加工方法,将端齿盘毛坯采用成形杯形砂轮切削和成形端面磨方式加工圆弧端齿齿形,其加工包含以下技术条件(1)、端齿盘毛坯为圆管形,端面需加工成圆锥形,圆锥线与水平线夹角为齿形槽底倾角γ;(2)、(采用端齿刀具加工齿形,刀具廓形角满足:αd=2tan-1(tan(α/2)/cosγ);砂轮刀具的半径Rd=Rw;(3)、端齿盘毛坯相对端齿刀具具有倾斜槽底倾角γ;(4)、在端齿啮合的节平面内,刀具回转中心相对端齿盘回转中心的横向距离为:d1=R1+(R2-R1)/2;刀具回转中心相对端齿

一种圆弧端齿结构以及带有该圆弧端齿结构的动力涡轮.pdf
本发明公开了一种圆弧端齿结构以及带有该圆弧端齿结构的动力涡轮,所述圆弧端齿带有周向均布的半齿和缺口结构;所述圆弧端齿的端面为带有微小角度的斜锥面,半径方向表现为外侧高、中心低,提高了定心精度,并减小了接触面的应力。所述圆弧端齿还带有环槽结构;所述圆弧端齿通过装配啮合后,其中的半齿和缺口结构组成周向均布的通道,所述通道保证了动力涡轮轴及轮盘的引气和通风功能,同时减轻了重量。

圆弧端齿齿轮.pdf
本发明提出一种圆弧端齿齿轮,所述圆弧端齿齿轮具有多个齿,所述多个齿中的每一个齿的顶端设有减重槽,并在所述多个齿的根部具有向内凸出的加强环。本发明圆弧端齿齿轮,由于在齿的顶端设有减重槽,因而在高速旋转时,其齿顶端的重量显著减小,齿的离心力也显著降低,由离心力导致的应力也相应地大幅下降,并且减轻了重量,延长了使用寿命。