
一种平面磨削用超硬砂轮修整工具及修整方法.pdf

含秀****66


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种平面磨削用超硬砂轮修整工具及修整方法.pdf
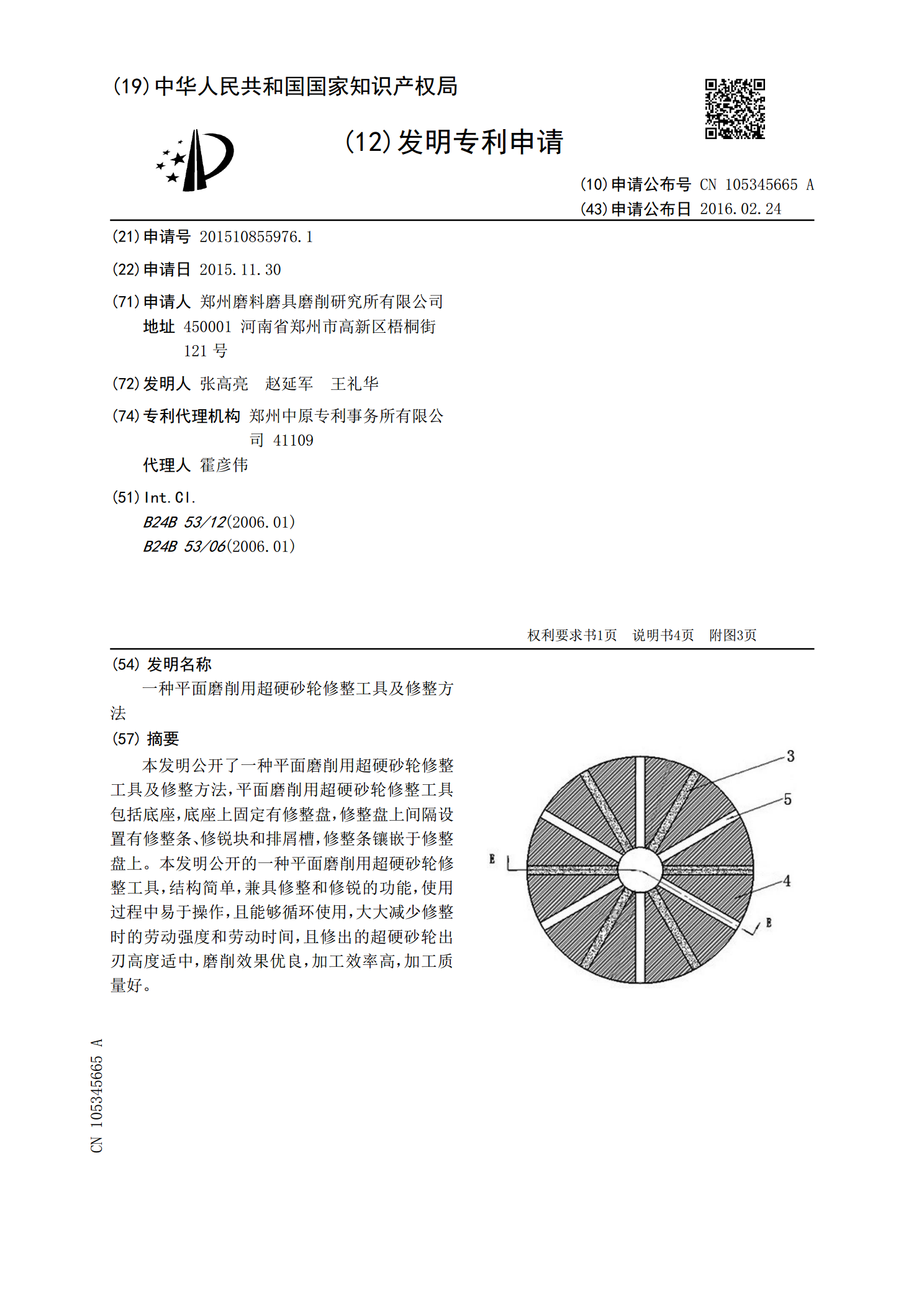
本发明公开了一种平面磨削用超硬砂轮修整工具及修整方法,平面磨削用超硬砂轮修整工具包括底座,底座上固定有修整盘,修整盘上间隔设置有修整条、修锐块和排屑槽,修整条镶嵌于修整盘上。本发明公开的一种平面磨削用超硬砂轮修整工具,结构简单,兼具修整和修锐的功能,使用过程中易于操作,且能够循环使用,大大减少修整时的劳动强度和劳动时间,且修出的超硬砂轮出刃高度适中,磨削效果优良,加工效率高,加工质量好。

一种外圆磨削用超硬砂轮修整工具及修整方法.pdf
本发明公开了一种外圆磨削用超硬砂轮修整工具及修整方法,外圆磨削用超硬砂轮修整工具包括轴套,轴套外侧设有修整盘,修整盘外圈上间隔设置有修整条、修锐块和排屑槽,修整条镶嵌于修整盘上。应用本发明公开的外圆磨削用超硬砂轮的修整工具,使得修整CBN砂轮的时间减少50%以上;修整金刚石砂轮的时间减少60%以上;磨削工件的废品率降低20%以上,生产效率提高了50%以上。
一种修整砂轮用超硬工具及其制备方法.pdf
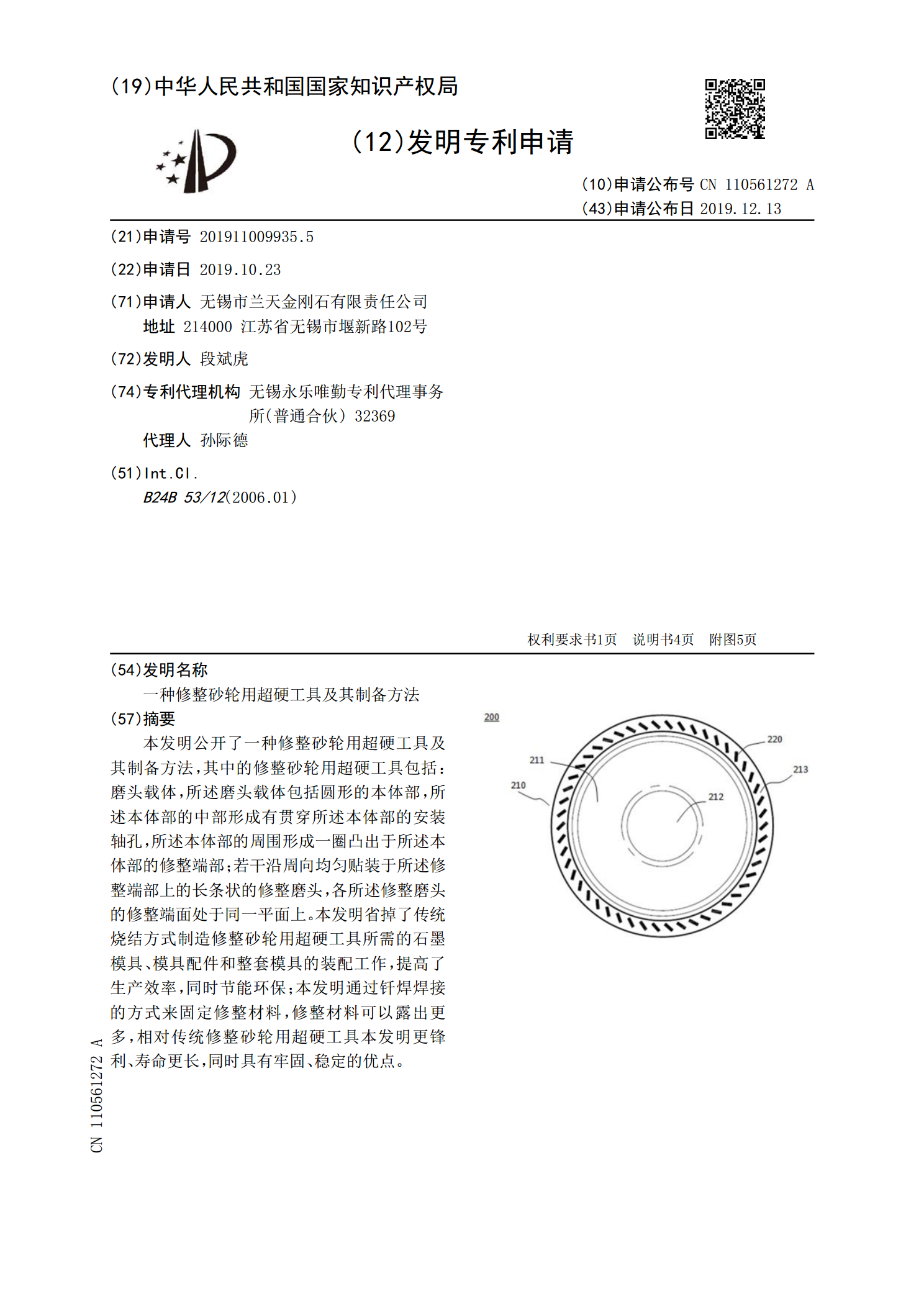
本发明公开了一种修整砂轮用超硬工具及其制备方法,其中的修整砂轮用超硬工具包括:磨头载体,所述磨头载体包括圆形的本体部,所述本体部的中部形成有贯穿所述本体部的安装轴孔,所述本体部的周围形成一圈凸出于所述本体部的修整端部;若干沿周向均匀贴装于所述修整端部上的长条状的修整磨头,各所述修整磨头的修整端面处于同一平面上。本发明省掉了传统烧结方式制造修整砂轮用超硬工具所需的石墨模具、模具配件和整套模具的装配工作,提高了生产效率,同时节能环保;本发明通过钎焊焊接的方式来固定修整材料,修整材料可以露出更多,相对传统修整砂
一种超硬砂轮的修整工具.pdf
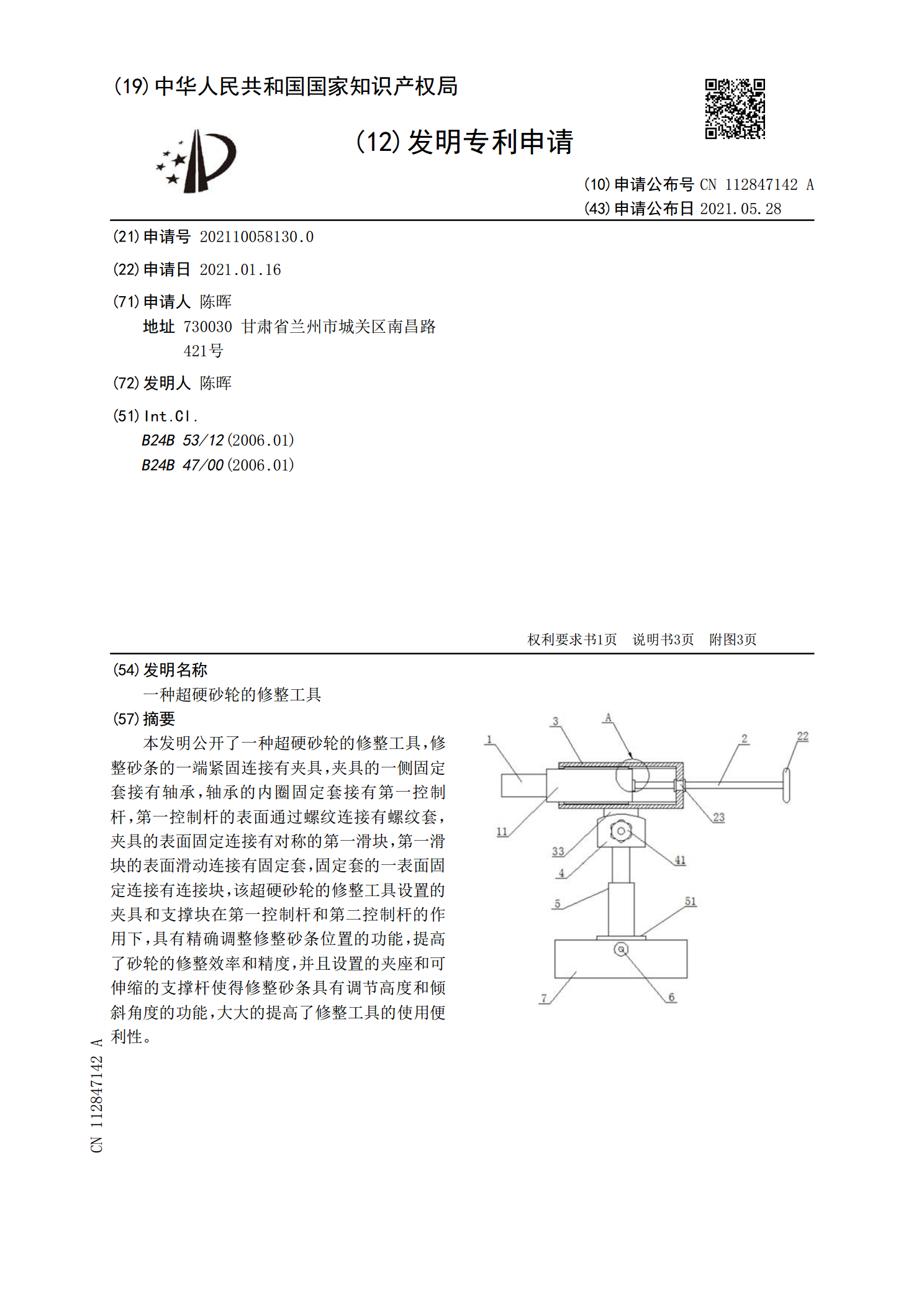
本发明公开了一种超硬砂轮的修整工具,修整砂条的一端紧固连接有夹具,夹具的一侧固定套接有轴承,轴承的内圈固定套接有第一控制杆,第一控制杆的表面通过螺纹连接有螺纹套,夹具的表面固定连接有对称的第一滑块,第一滑块的表面滑动连接有固定套,固定套的一表面固定连接有连接块,该超硬砂轮的修整工具设置的夹具和支撑块在第一控制杆和第二控制杆的作用下,具有精确调整修整砂条位置的功能,提高了砂轮的修整效率和精度,并且设置的夹座和可伸缩的支撑杆使得修整砂条具有调节高度和倾斜角度的功能,大大的提高了修整工具的使用便利性。
一种超硬砂轮的在线修整方法.pdf
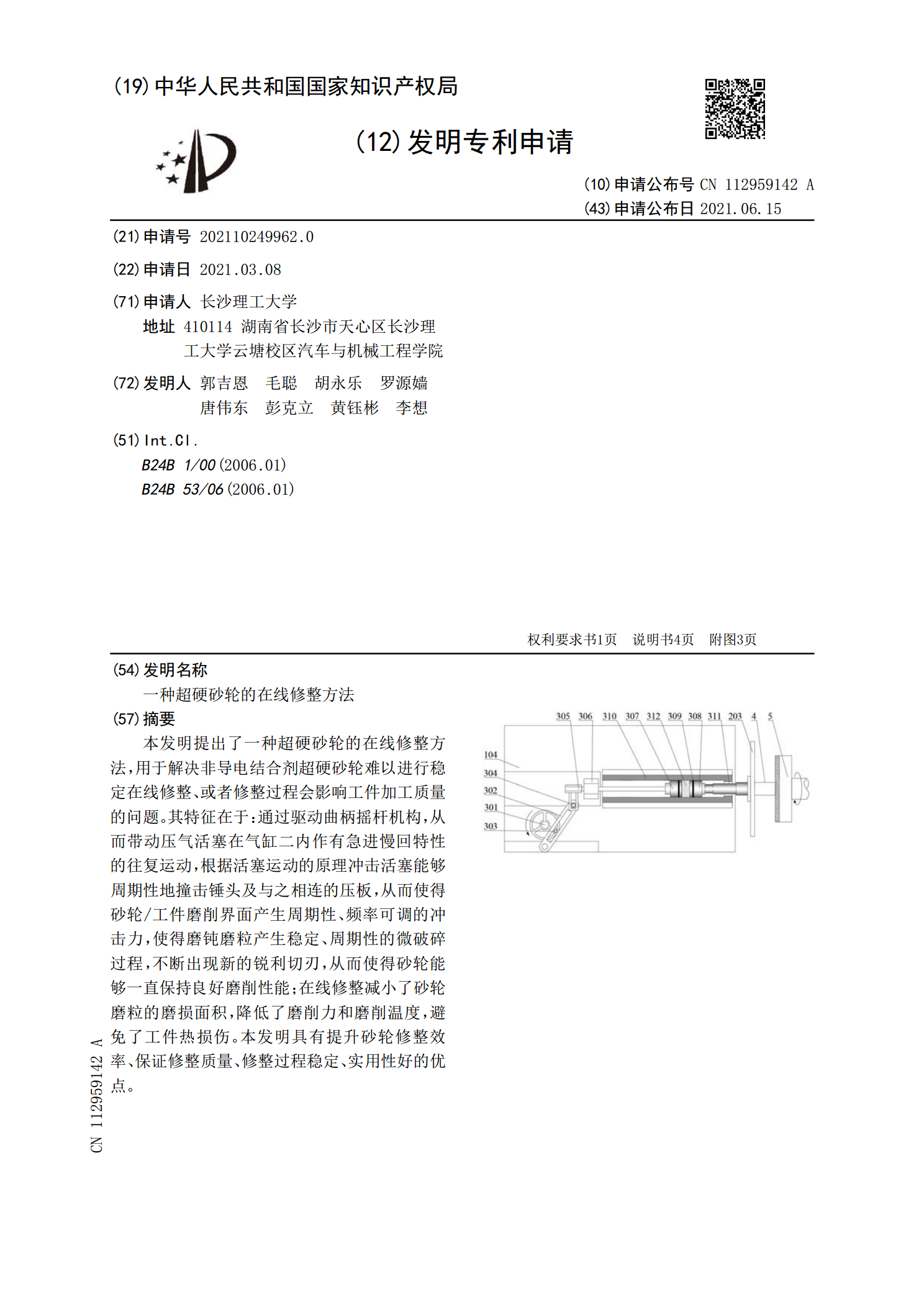
本发明提出了一种超硬砂轮的在线修整方法,用于解决非导电结合剂超硬砂轮难以进行稳定在线修整、或者修整过程会影响工件加工质量的问题。其特征在于:通过驱动曲柄摇杆机构,从而带动压气活塞在气缸二内作有急进慢回特性的往复运动,根据活塞运动的原理冲击活塞能够周期性地撞击锤头及与之相连的压板,从而使得砂轮/工件磨削界面产生周期性、频率可调的冲击力,使得磨钝磨粒产生稳定、周期性的微破碎过程,不断出现新的锐利切刃,从而使得砂轮能够一直保持良好磨削性能;在线修整减小了砂轮磨粒的磨损面积,降低了磨削力和磨削温度,避免了工件热损