
一种全钢子午胎胎侧胶片热贴工艺.pdf

一只****呀盟


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种全钢子午胎胎侧胶片热贴工艺.pdf
本发明公开了一种全钢子午胎胎侧胶片热贴工艺,包括预热步骤、喂料步骤和胶片敷贴步骤,所述预热步骤中使各部达到如下温度:机头80℃、挤出段65℃、塑化段60℃和螺杆70℃。这一创造性地改进将冷贴工艺变为热贴工艺,使胶片贴合由冷贴变为热贴,具有如下优点:(1)胶片粘性好,与胎侧胶和与子口耐磨胶结合密实,无接头,不易带入水和汽;(2)冷喂料挤出,操控性能好,避免冷贴时胶片生产和存放过程中的质量问题;(3)工艺性能稳定,操作简单,节省人力;(4)设备投入使用后,胎圈空外观缺陷减小,轮胎的胎圈性能提高,有效地减少了浪

全钢子午胎胎侧胶.pdf
本发明公开了一种全钢子午胎胎侧胶,按重量份计由下述组分构成:丁苯胶,100份;炭黑,40~70份;芳烃油,2~12份;间苯二酚,2~4份;C5石油树脂,6~12份;轮胎再生胶,0~20份;氧化锌,4~10份;硬脂酸,1~3份;防护蜡,1~3份;防老体系,2~7份;硫化剂,0.5~2份;促进剂体系,1.4~2.5份。采用上述配方制得的胎侧胶,在具有优良的耐屈挠性能、优异的耐热氧老化性能特点的同时,可获得在门尼粘度值、胎体粘合性之间的优良平衡,还具有混炼时间短的特性。
一种全钢子午胎硫化工艺.pdf
本发明涉及一种全钢子午胎硫化工艺,在硫化机胶囊内通入高温介质,使轮胎温度升高并保持一段时间,经过两期加温硫化使轮胎完成硫化反应,大幅提高了轮胎胎面的耐磨性能,拉伸强度、硬度也得到提高,轮胎使用寿命提高25%以上;减少了轮胎外观的胎侧泡、胎肩泡等质量问题,轮胎次品率降低23%以上。
全钢子午胎卸胎胚装置.pdf
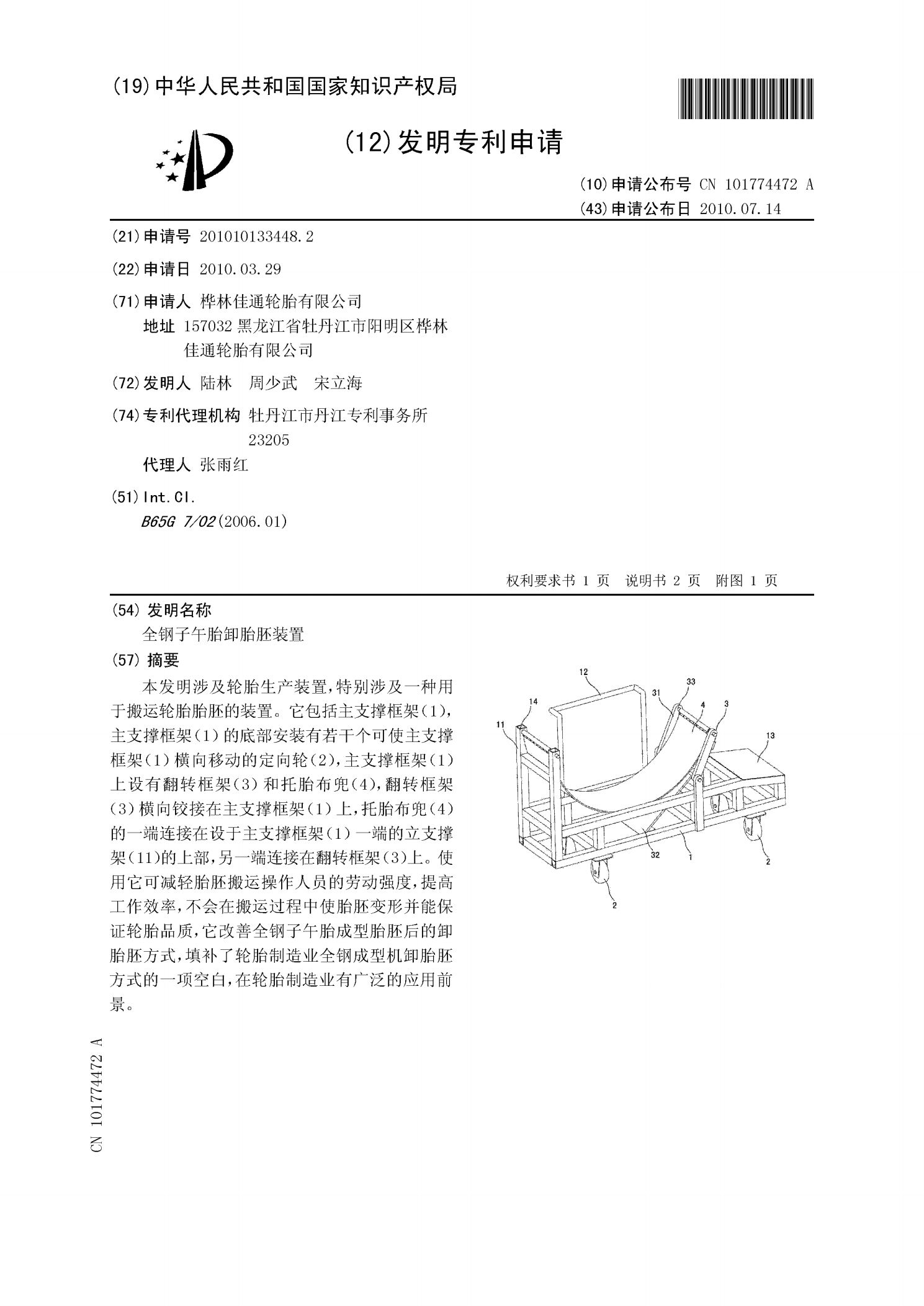
本发明涉及轮胎生产装置,特别涉及一种用于搬运轮胎胎胚的装置。它包括主支撑框架(1),主支撑框架(1)的底部安装有若干个可使主支撑框架(1)横向移动的定向轮(2),主支撑框架(1)上设有翻转框架(3)和托胎布兜(4),翻转框架(3)横向铰接在主支撑框架(1)上,托胎布兜(4)的一端连接在设于主支撑框架(1)一端的立支撑架(11)的上部,另一端连接在翻转框架(3)上。使用它可减轻胎胚搬运操作人员的劳动强度,提高工作效率,不会在搬运过程中使胎胚变形并能保证轮胎品质,它改善全钢子午胎成型胎胚后的卸胎胚方式,填补了
一种全钢胎胎侧刺孔结构的制作工艺.pdf
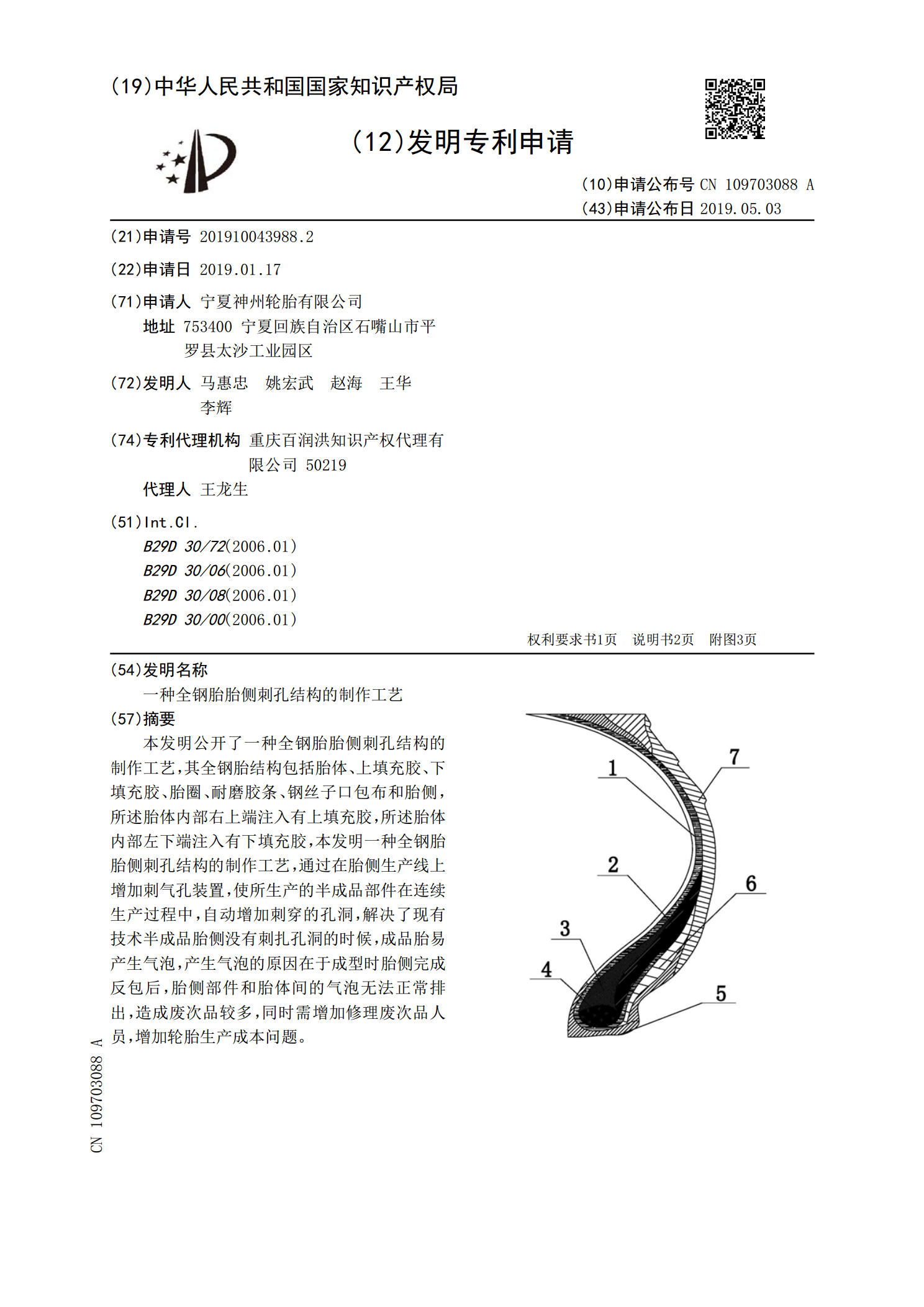
本发明公开了一种全钢胎胎侧刺孔结构的制作工艺,其全钢胎结构包括胎体、上填充胶、下填充胶、胎圈、耐磨胶条、钢丝子口包布和胎侧,所述胎体内部右上端注入有上填充胶,所述胎体内部左下端注入有下填充胶,本发明一种全钢胎胎侧刺孔结构的制作工艺,通过在胎侧生产线上增加刺气孔装置,使所生产的半成品部件在连续生产过程中,自动增加刺穿的孔洞,解决了现有技术半成品胎侧没有刺扎孔洞的时候,成品胎易产生气泡,产生气泡的原因在于成型时胎侧完成反包后,胎侧部件和胎体间的气泡无法正常排出,造成废次品较多,同时需增加修理废次品人员,增加轮