
ω型弹条自动化生产初成型工装.pdf

黛娥****ak

1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

ω型弹条自动化生产初成型工装.pdf
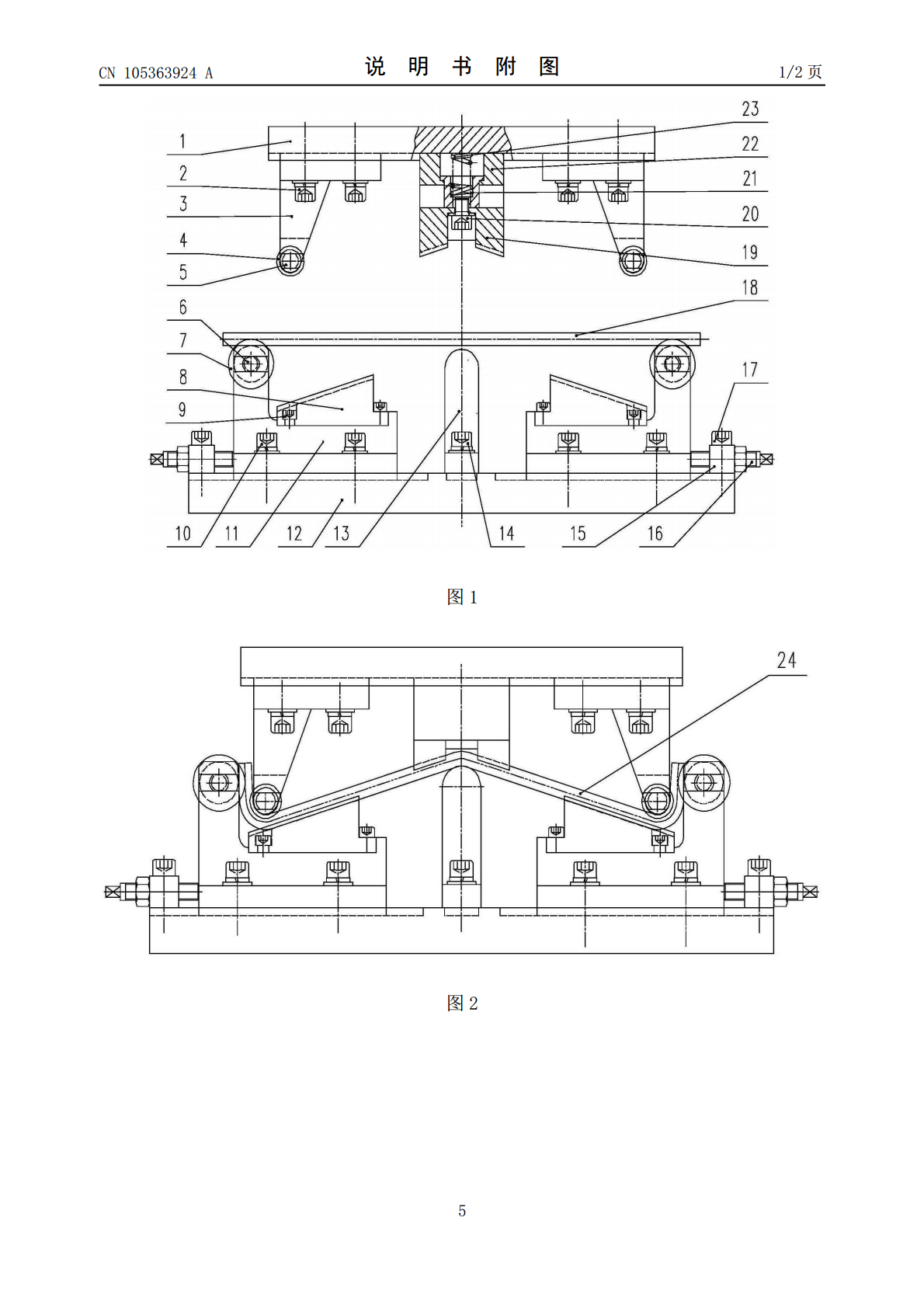
本发明公开了一种ω型弹条自动化生产初成型工装,包括上模板和下模板;在上模板上设置有上模座和退料座,在上模座上设置有上模滚轮,在退料座内设置退料导套,在退料导套内设置有压簧,退料块通过内六角螺栓连接在退料导套上;在下模板上设置有短下模和中承下模,在短下模上设置有下模滚轮和下模垫块。与现有技术相比,本发明的积极效果是:本成型工装增加了退料机构,压型后工件都稳定地固定在下模,保证了工件稳定的位置。下模垫块镶有R凹槽的硬质合金,提高了使用寿命,同时在保证成型工件半径R时,工件不会有压痕。

ω型弹条自动化生产三次成型工装.pdf
本发明公开了一种ω型弹条自动化生产三次成型工装,包括一序工装、二序工装和三序工装。与现有技术相比,本发明的积极效果是:一序上模板上都加工有凹槽,定位准确,调整方便快捷。所有的滚轮销的一端都加工成扁的,基体有凹槽,减小了滚轮基体的磨损。二序上模爪和下摆臂都装有圆锥滚子轴承,通过调整螺丝,可调整模具的串动,增强了模具的稳定性,提高了模具的使用寿命。三序的前后下模是分开式的,能适应多种型号弹条的生产,上模设计成分体式的,调整各尺寸更方便。

一种用于ω型弹条生产的一序成型工装及成型方法.pdf
本发明公开了一种用于ω型弹条生产的一序成型工装及成型方法,成型工装包括上模板和下模板;在所述上模板上设置有左上模、右上模和中上模,在左上模和右上模上均设置上模滚轮,在中上模上设置有中上模滚轮;在所述下模板上设置有左下模座、右下模座和中下模,在左下模座和右下模座上均设置有承料轮、成型滚轮和下模垫块,在中下模上设置中下模滚轮。本发明提供的ω型弹条一序成型工装,在对弹条的两肢成型的同时亦对弹条的中部进行初成型,保证了弹条中部在后序工序中的定位;而且操作更简单,定位更准确;弹条中部通过在一序中的初成型和后面二序的
帽型加筋壁板成型工装及其成型方法.pdf
本发明公开了一种帽型加筋壁板成型工装及其成型方法,属于帽型加筋壁板技术领域,包括蒙皮和帽型筋条,蒙皮和帽型筋条的材料均为活性碳纤维,在蒙皮上定位膨胀橡胶,并覆盖筋条共固化成型。本发明的帽型加筋壁板结构稳定性好、传递周向载荷效率相对较高和屈曲强度高,界面力学性能好,制件重量轻;帽型加筋壁板用共固化成型工艺进罐次数少、极大降低成本、且共固化也不需要胶接胶粘剂。

一种弹条自动化生产线.pdf
本发明提供一种弹条自动化生产线,包括依次布置的上料机构、第一工序压力机、第一机器手、第二工序压力机、第二机器手、第三工序压力机和卸料机构,所述上料机构包括安装底座以及垂直设置在安装底座上的顶升气缸和导向轴,所述导向轴上活动套设有导向块,该导向块一侧通过顶升板与顶升气缸的活塞杆固定连接,导向块的另一侧通过连杆轴承连接有用于平稳导向弹条的导向轮。本发明仅运用两个机器手配合电/气缸和传感器即可完成弹条生产,大大降低了投资成本,运用两个机器人配合自动上料单元和卸料单元就可以实现弹条的自动化独立化生产。