
车床磨削大偏心套内孔工艺方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

车床磨削大偏心套内孔工艺方法.docx
车床磨削大偏心套内孔工艺方法车床磨削大偏心套内孔工艺方法摘要:随着工业技术的不断发展,对于大偏心套内孔加工需求越来越高,车床磨削技术作为一种常用的加工方法,得到了广泛应用。本文将介绍车床磨削大偏心套内孔的工艺方法,包括工艺流程、加工参数、磨削工具选择等。通过深入研究,可有效提高大偏心套内孔的加工精度和效率,满足工业生产的需求。1.引言大偏心套内孔是指在套筒的轴线上构成的一个大套筒,内孔的中心与套筒的几何中心有一定的偏离。大偏心套内孔加工具有一定的难度,需要采用适合的工艺方法。车床磨削是常用的加工方法之一,

车床磨削大偏心套内孔工艺方法.docx
车床磨削大偏心套内孔工艺方法车床磨削大偏心套内孔工艺方法摘要:本文主要探讨车床磨削大偏心套内孔工艺方法,介绍在车床上如何实现对大偏心套内孔的磨削加工。通过对工艺流程、设备要求、磨削参数等方面的详细介绍,帮助读者全面了解该工艺方法的基本原理和操作流程。同时,文章还探讨了影响产品质量的关键因素,以及如何选择适当的磨削技术和方法,提高产品的加工精度和质量。一、背景介绍大偏心套是一种常用于连接轴承的基础零件,其主要功能是通过安装在轴承座上来支撑轴承,使轴承在工作时能够稳定运转,并且保证预订的几何位移和旋转精度。然

一种基于车床的磨削内孔装置.pdf
本发明公开了一种基于车床的磨削内孔装置,包括固定于车床刀架上的机架、固定于机架上的电机、电机的传动机构以及磨削内孔的执行机构,所述机架包括与车床刀架固定联接的底座和垂直于底座设置的固定板;所述固定板上设置有用于电机上下移动的滑槽,所述电机侧面联接有滑块,所述滑块通过锁紧螺钉安装于滑槽上;所述执行机构包括机座、机座内设置的转轴、转轴与机座之间的轴承,转轴端部设置的张紧轮、张紧轮的压紧组件,张紧轮上安装的砂带圈;本发明的一种基于车床的磨削内孔装置充分的与车床结合,使车床也具有了磨削内孔的功能,让粗车、精车、磨
一种用于车床磨削内孔的加工装置及加工方法.pdf
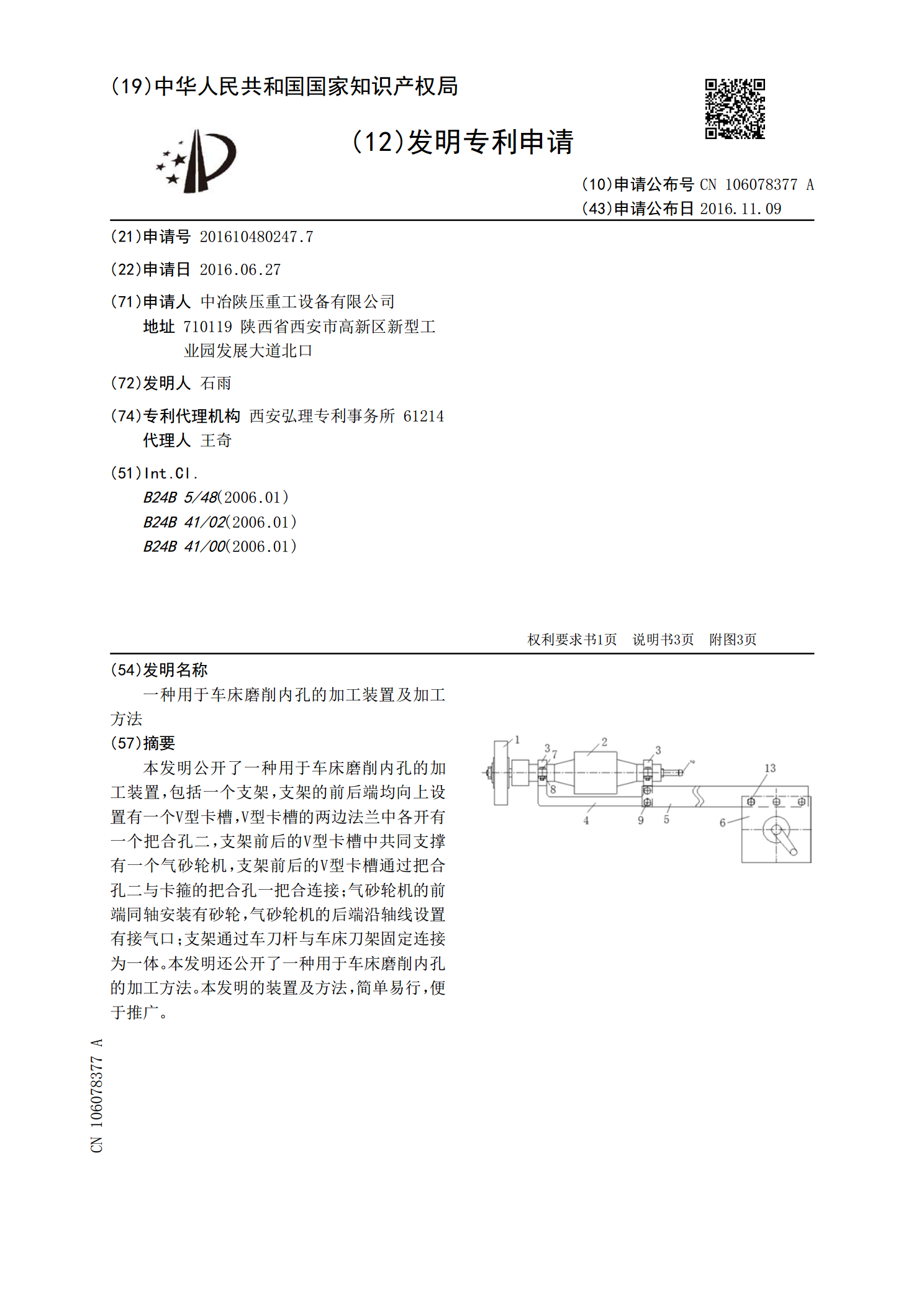
本发明公开了一种用于车床磨削内孔的加工装置,包括一个支架,支架的前后端均向上设置有一个V型卡槽,V型卡槽的两边法兰中各开有一个把合孔二,支架前后的V型卡槽中共同支撑有一个气砂轮机,支架前后的V型卡槽通过把合孔二与卡箍的把合孔一把合连接;气砂轮机的前端同轴安装有砂轮,气砂轮机的后端沿轴线设置有接气口;支架通过车刀杆与车床刀架固定连接为一体。本发明还公开了一种用于车床磨削内孔的加工方法。本发明的装置及方法,简单易行,便于推广。

一种在卧式车床上磨削零件内孔的方法.pdf
本发明公开了一种在卧式车床上磨削零件内孔的方法,步骤包括:1)将金刚笔座固定在尾座上;将气动磨头夹持在卡子孔中卡紧,将安装柄安装在刀架上;2)将被加工零件通过车床卡盘和中心架装卡在卧式车床上,并按照找正基准找正好,被加工零件内孔朝向砂轮;3)启动气动马达砂轮旋转,通过刀架的平移带动砂轮外圆周面与金刚笔的尖部接触,修整打磨砂轮;4)启动机床,车床卡盘带动被加工零件回转,通过刀架的平移使砂轮移动至被加工零件内孔的孔口,对刀后开始左右进给磨削被加工零件内孔,走完一刀后,按照图纸要求沿直径方向进给走第二刀;如此重