
活塞环加工过程中的热定型和氮化方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

活塞环加工过程中的热定型和氮化方法.docx
活塞环加工过程中的热定型和氮化方法活塞环是发动机中重要的密封件之一,其加工过程中的热定型和氮化方法对活塞环的物理性能和工作性能具有重要影响。本文将从热定型和氮化方法的原理、加工工艺和效果等方面进行论述。热定型是活塞环加工过程中的重要一环,旨在通过高温处理来改善活塞环的结构和性能。热定型的作用主要有三个方面:首先,通过热定型可以使活塞环的组织结构发生一系列的相变和结构调整,从而改善其力学性能和磨损性能;其次,热定型也可以改善活塞环的热传导性能和热稳定性,提高其对高温和高速工况的适应能力;最后,热定型还有助于
一种平搭口活塞环热定型装置及方法.pdf
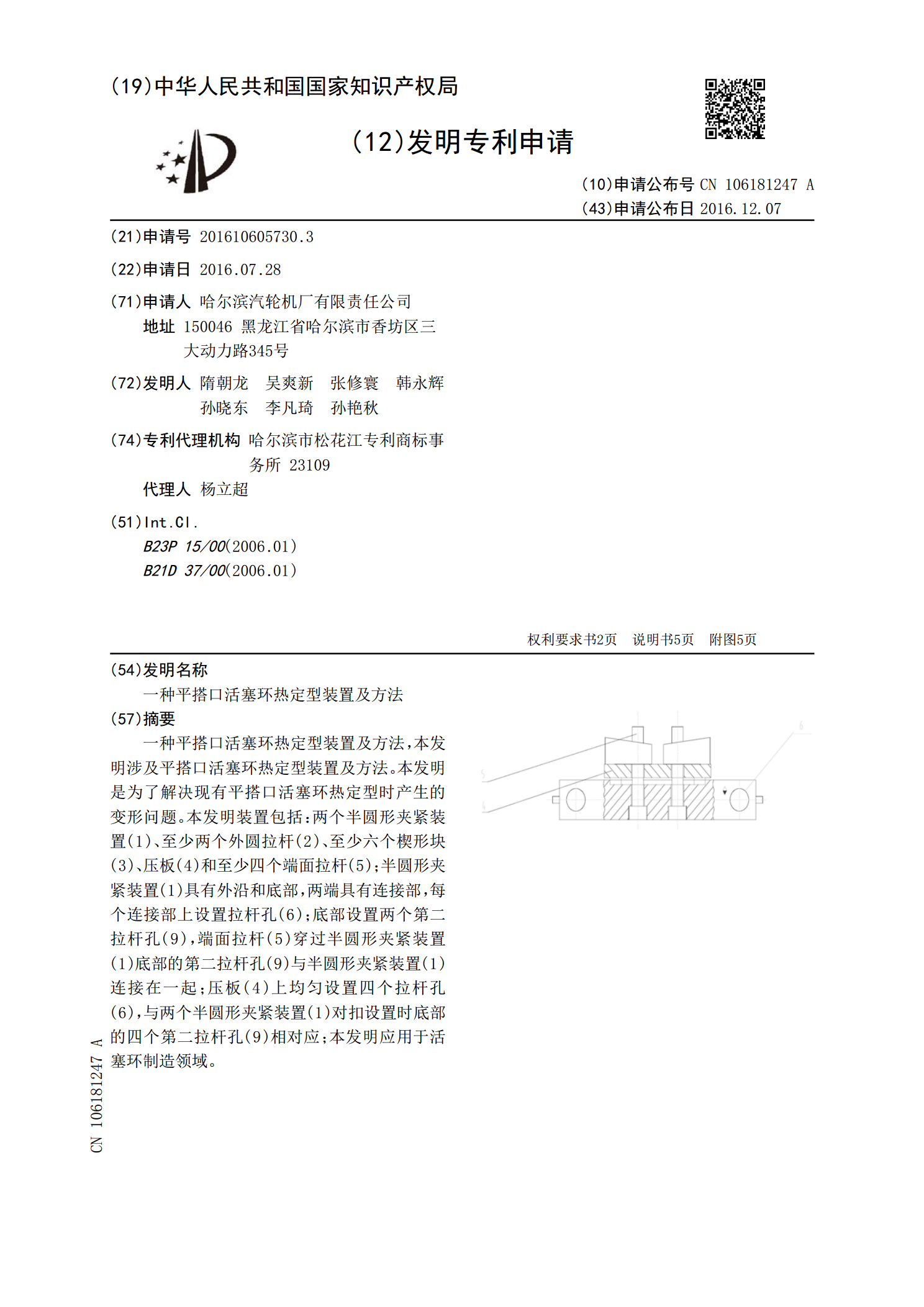
一种平搭口活塞环热定型装置及方法,本发明涉及平搭口活塞环热定型装置及方法。本发明是为了解决现有平搭口活塞环热定型时产生的变形问题。本发明装置包括:两个半圆形夹紧装置(1)、至少两个外圆拉杆(2)、至少六个楔形块(3)、压板(4)和至少四个端面拉杆(5);半圆形夹紧装置(1)具有外沿和底部,两端具有连接部,每个连接部上设置拉杆孔(6);底部设置两个第二拉杆孔(9),端面拉杆(5)穿过半圆形夹紧装置(1)底部的第二拉杆孔(9)与半圆形夹紧装置(1)连接在一起;压板(4)上均匀设置四个拉杆孔(6),与两个半圆形
金属材料密封环淬火过程中的热定型夹具及热定型方法.pdf
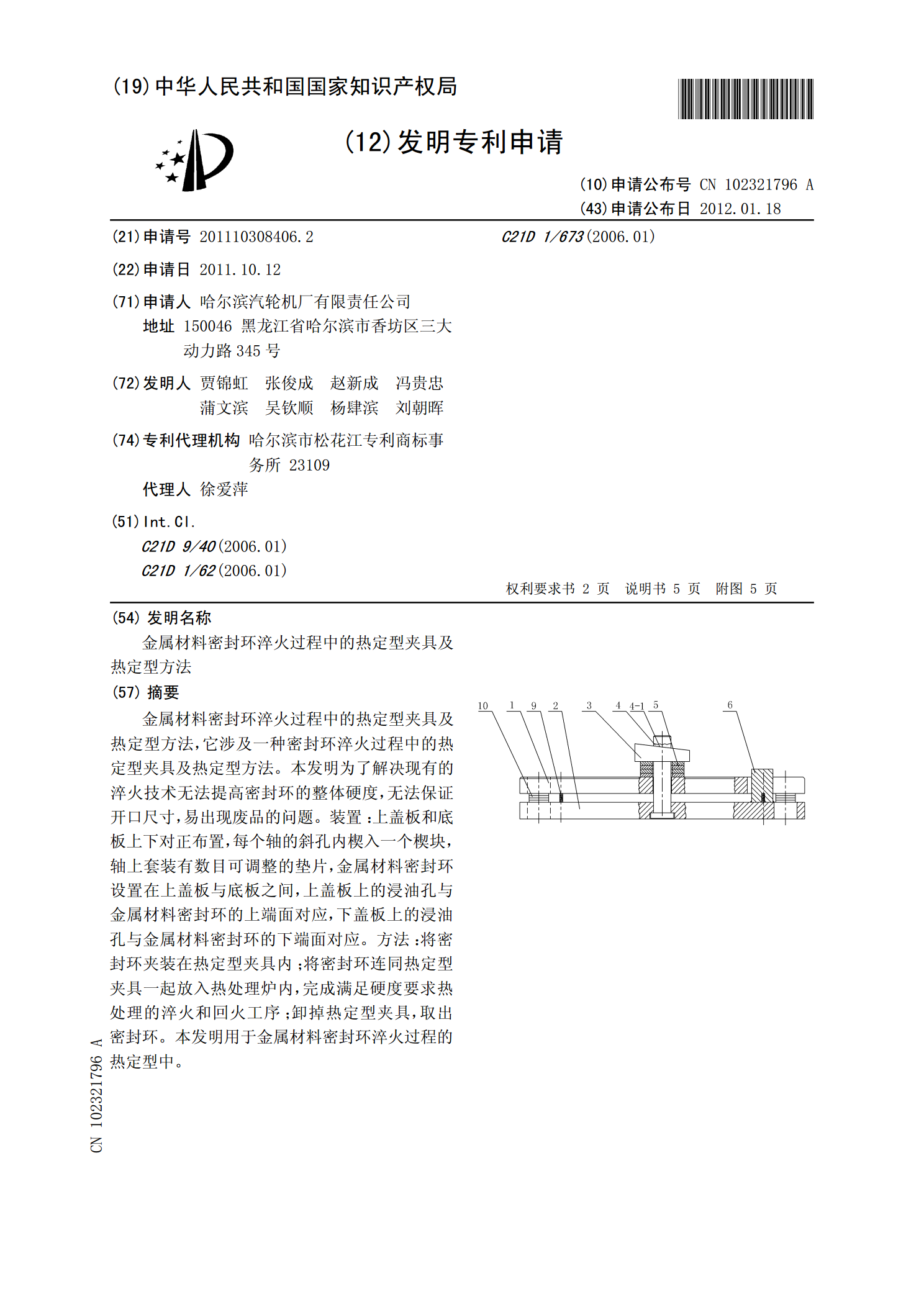
金属材料密封环淬火过程中的热定型夹具及热定型方法,它涉及一种密封环淬火过程中的热定型夹具及热定型方法。本发明为了解决现有的淬火技术无法提高密封环的整体硬度,无法保证开口尺寸,易出现废品的问题。装置:上盖板和底板上下对正布置,每个轴的斜孔内楔入一个楔块,轴上套装有数目可调整的垫片,金属材料密封环设置在上盖板与底板之间,上盖板上的浸油孔与金属材料密封环的上端面对应,下盖板上的浸油孔与金属材料密封环的下端面对应。方法:将密封环夹装在热定型夹具内;将密封环连同热定型夹具一起放入热处理炉内,完成满足硬度要求热处理的

一种压缩机活塞环成型后热定型处理方法.pdf
本发明涉及一种压缩机活塞环成型后热定型处理方法,包括:固定装置、移动装置、加热装置和取出装置,所述的固定装置放置在地面上,固定装置内侧前端设置有移动装置,固定装置右端内侧中部设置有加热装置,加热装置后端设置有取出装置,本发明设置的一种压缩机活塞环成型后热定型处理方法,先将串好的压缩机活塞环放到固定装置上,再通过移动装置将活塞环进行隔离,使活塞环与活塞环之间留有空隙,使活塞环的正常使用率提高,再将活塞环移动到加热装置上,进行热处理,热处理完成后,快速取出并进行冷却,从而大大提高了活塞环热定型处理的工作效率。

一种加工活塞环用专用夹具及加工活塞环的车削方法.pdf
一种加工活塞环用专用夹具及加工活塞环的车削方法,它涉及一种夹具及车削方法,它包括夹具体、压盖、多个压板以及与压板数量相一致的多个支撑块;夹具体的中部加工有定位凹槽,压盖安装在定位凹槽内用于压紧活塞环,定位凹槽外侧加工有用于定位压盖及支撑活塞环的环形突起部,夹具体的上端面上沿周向均布设置有多个支撑块,每个支撑块上放置有用于压紧活塞环的压板。加工活塞环的车削方法为:步骤一:车削准内孔;步骤二:车削准外圆。本发明保证了活塞环在同一工位完成内孔及外圆车削加工,提高了活塞环部件加工质量。