
一种平搭口活塞环热定型装置及方法.pdf

猫巷****盟主

1/10
2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种平搭口活塞环热定型装置及方法.pdf
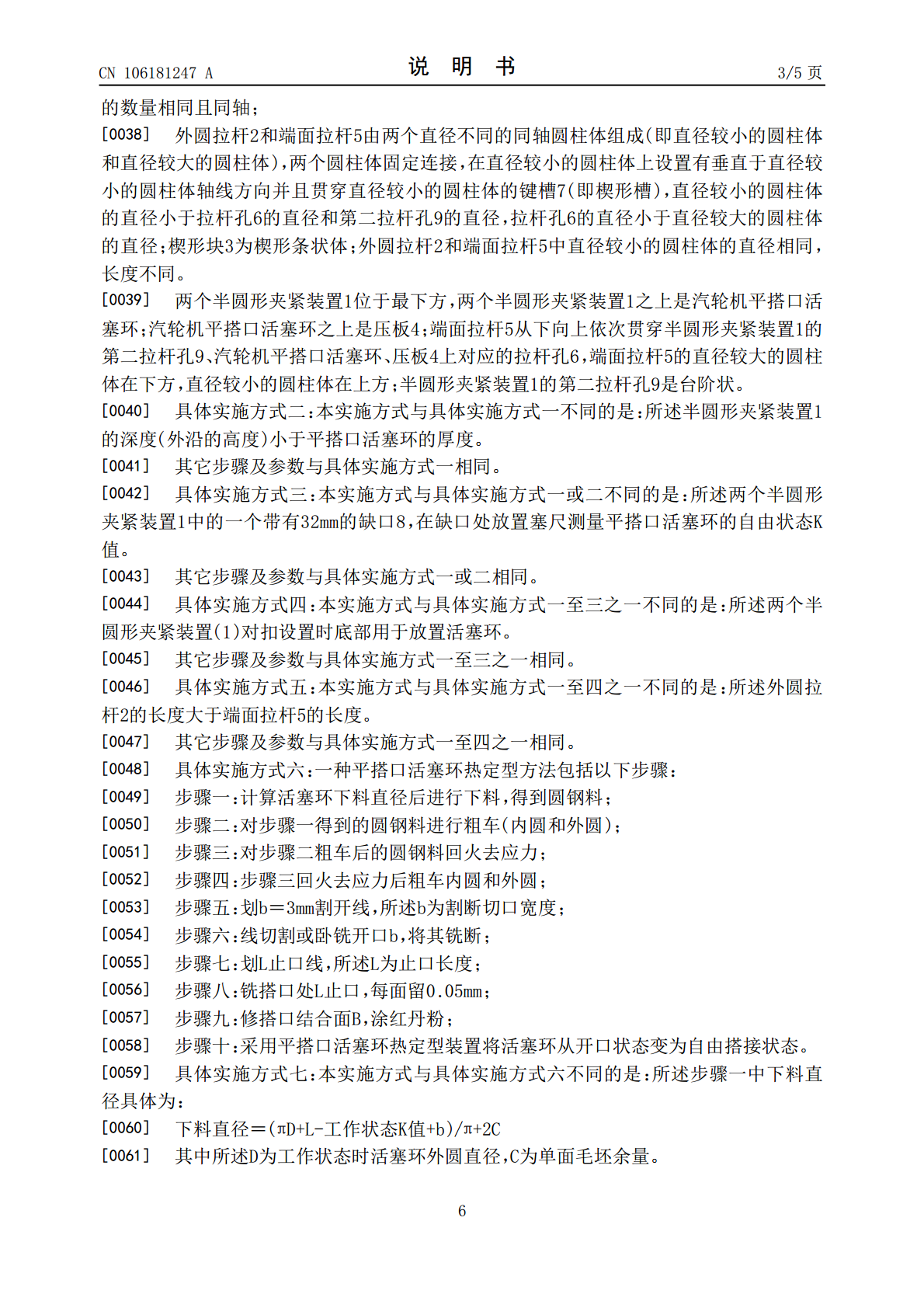
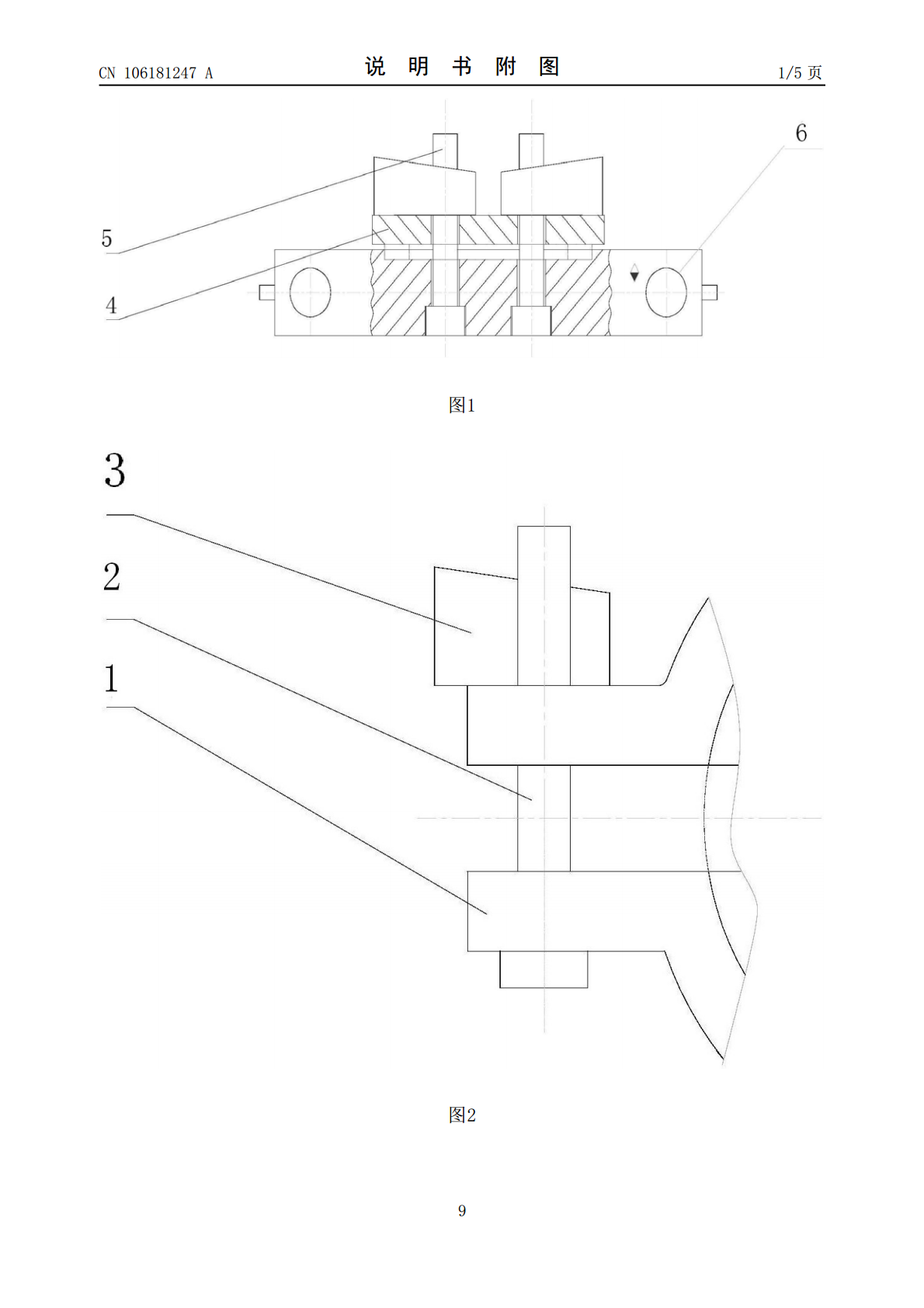
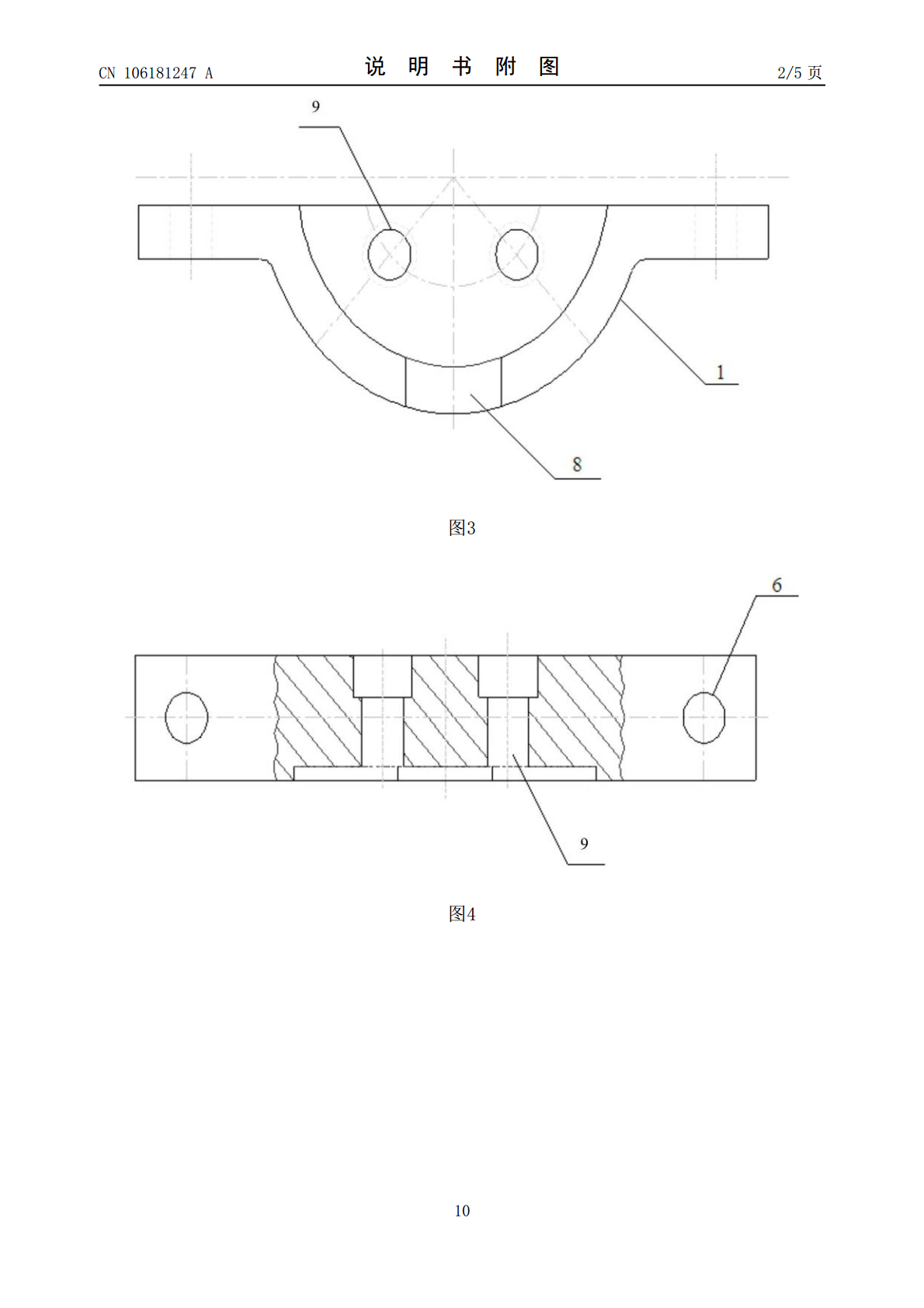
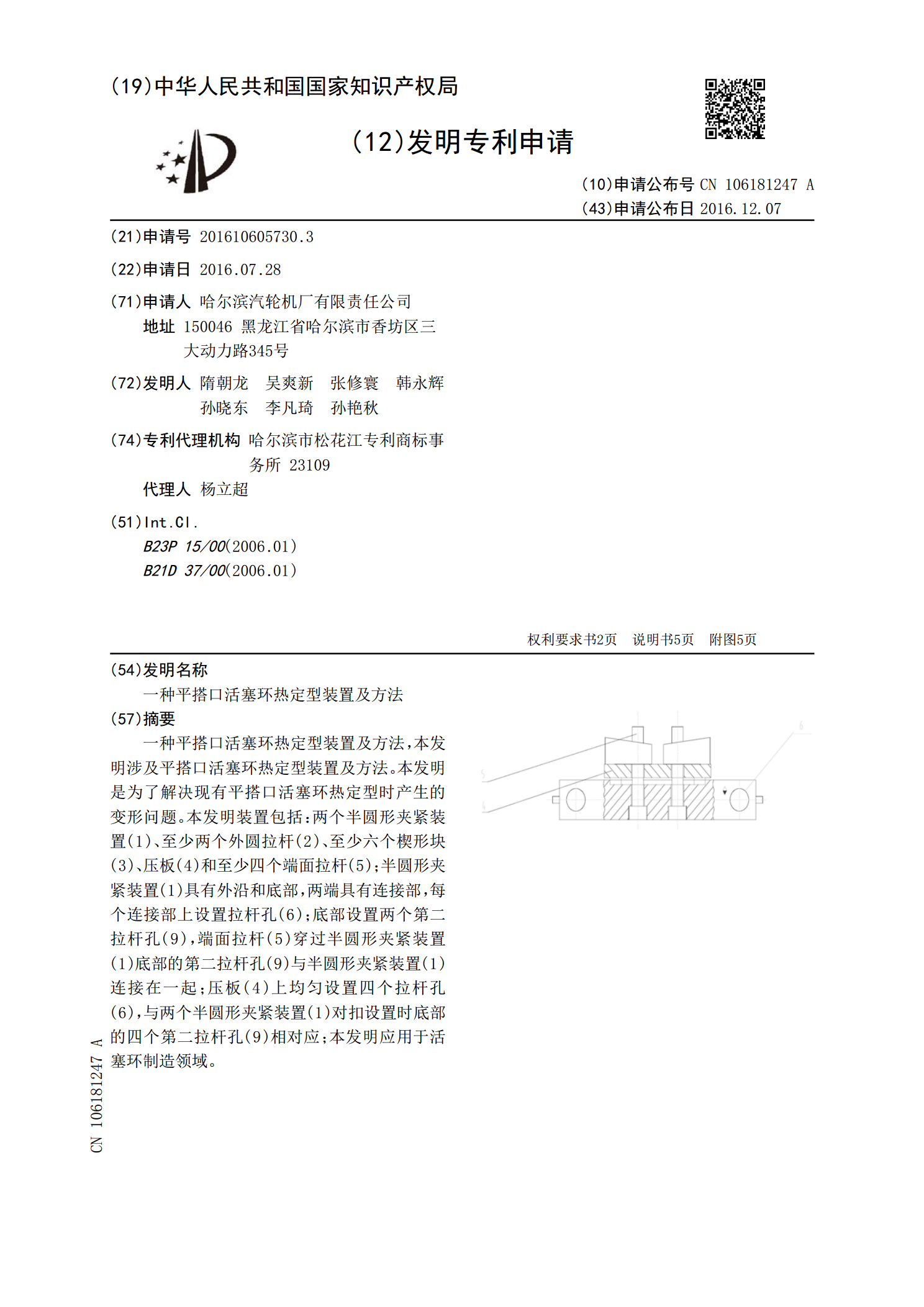
一种平搭口活塞环热定型装置及方法,本发明涉及平搭口活塞环热定型装置及方法。本发明是为了解决现有平搭口活塞环热定型时产生的变形问题。本发明装置包括:两个半圆形夹紧装置(1)、至少两个外圆拉杆(2)、至少六个楔形块(3)、压板(4)和至少四个端面拉杆(5);半圆形夹紧装置(1)具有外沿和底部,两端具有连接部,每个连接部上设置拉杆孔(6);底部设置两个第二拉杆孔(9),端面拉杆(5)穿过半圆形夹紧装置(1)底部的第二拉杆孔(9)与半圆形夹紧装置(1)连接在一起;压板(4)上均匀设置四个拉杆孔(6),与两个半圆形

一种压缩机活塞环成型后热定型处理方法.pdf
本发明涉及一种压缩机活塞环成型后热定型处理方法,包括:固定装置、移动装置、加热装置和取出装置,所述的固定装置放置在地面上,固定装置内侧前端设置有移动装置,固定装置右端内侧中部设置有加热装置,加热装置后端设置有取出装置,本发明设置的一种压缩机活塞环成型后热定型处理方法,先将串好的压缩机活塞环放到固定装置上,再通过移动装置将活塞环进行隔离,使活塞环与活塞环之间留有空隙,使活塞环的正常使用率提高,再将活塞环移动到加热装置上,进行热处理,热处理完成后,快速取出并进行冷却,从而大大提高了活塞环热定型处理的工作效率。

活塞环加工过程中的热定型和氮化方法.docx
活塞环加工过程中的热定型和氮化方法活塞环是发动机中重要的密封件之一,其加工过程中的热定型和氮化方法对活塞环的物理性能和工作性能具有重要影响。本文将从热定型和氮化方法的原理、加工工艺和效果等方面进行论述。热定型是活塞环加工过程中的重要一环,旨在通过高温处理来改善活塞环的结构和性能。热定型的作用主要有三个方面:首先,通过热定型可以使活塞环的组织结构发生一系列的相变和结构调整,从而改善其力学性能和磨损性能;其次,热定型也可以改善活塞环的热传导性能和热稳定性,提高其对高温和高速工况的适应能力;最后,热定型还有助于
一种操作便捷的活塞环扩口装置.pdf
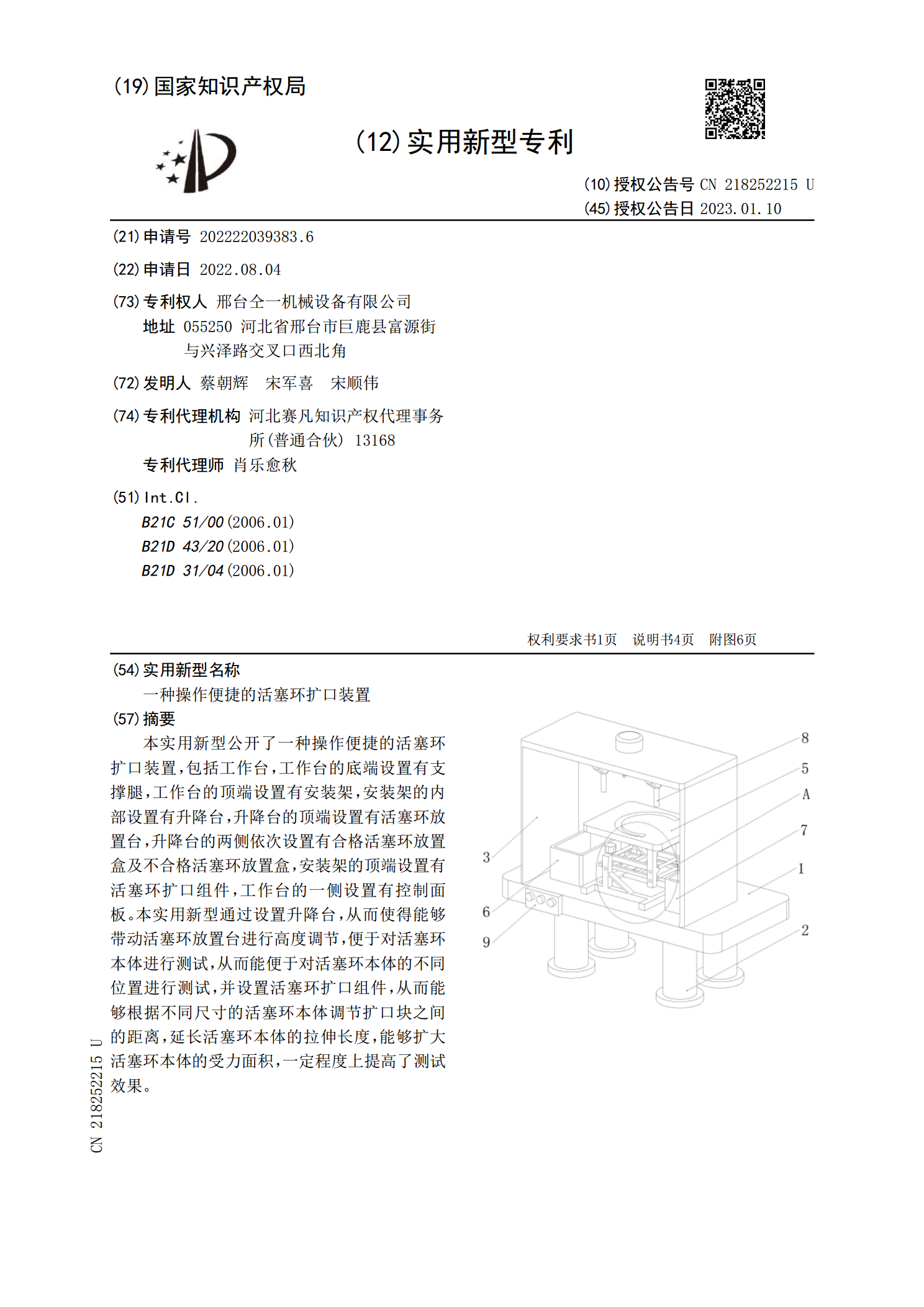
本实用新型公开了一种操作便捷的活塞环扩口装置,包括工作台,工作台的底端设置有支撑腿,工作台的顶端设置有安装架,安装架的内部设置有升降台,升降台的顶端设置有活塞环放置台,升降台的两侧依次设置有合格活塞环放置盒及不合格活塞环放置盒,安装架的顶端设置有活塞环扩口组件,工作台的一侧设置有控制面板。本实用新型通过设置升降台,从而使得能够带动活塞环放置台进行高度调节,便于对活塞环本体进行测试,从而能便于对活塞环本体的不同位置进行测试,并设置活塞环扩口组件,从而能够根据不同尺寸的活塞环本体调节扩口块之间的距离,延长活塞
一种操作便捷的活塞环扩口装置.pdf
本实用新型公开了一种操作便捷的活塞环扩口装置,包括工作台,工作台的底端设置有支撑腿,工作台的顶端设置有安装架,安装架的内部设置有升降台,升降台的顶端设置有活塞环放置台,升降台的两侧依次设置有合格活塞环放置盒及不合格活塞环放置盒,安装架的顶端设置有活塞环扩口组件,工作台的一侧设置有控制面板。本实用新型通过设置升降台,从而使得能够带动活塞环放置台进行高度调节,便于对活塞环本体进行测试,从而能便于对活塞环本体的不同位置进行测试,并设置活塞环扩口组件,从而能够根据不同尺寸的活塞环本体调节扩口块之间的距离,延长活塞