
数控加工程序编制加工中心曲面类零件程序编制资料ppt课件.ppt

lj****88


1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控加工程序编制加工中心曲面类零件程序编制资料ppt课件.ppt
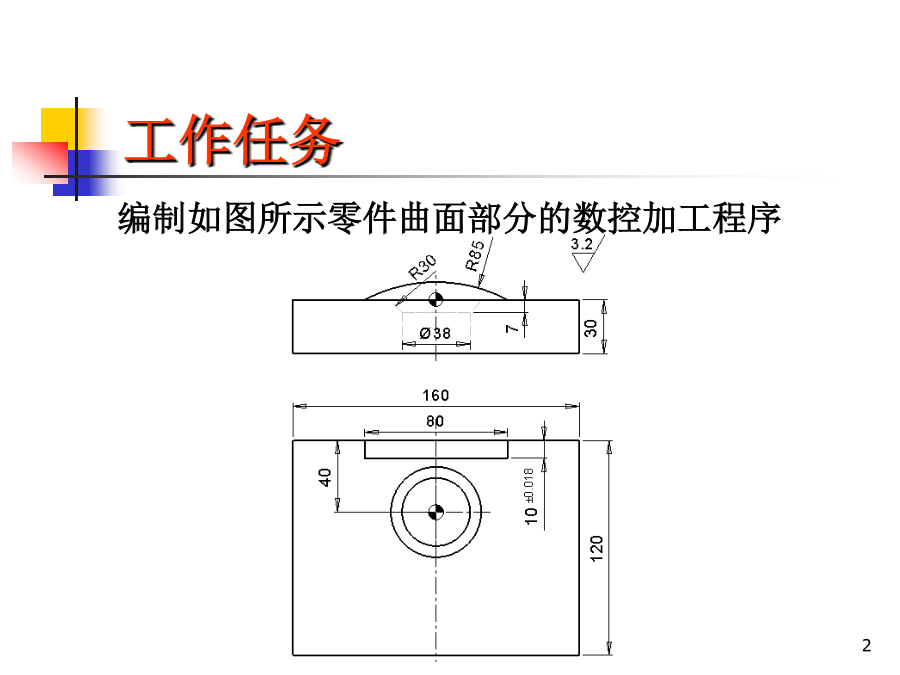
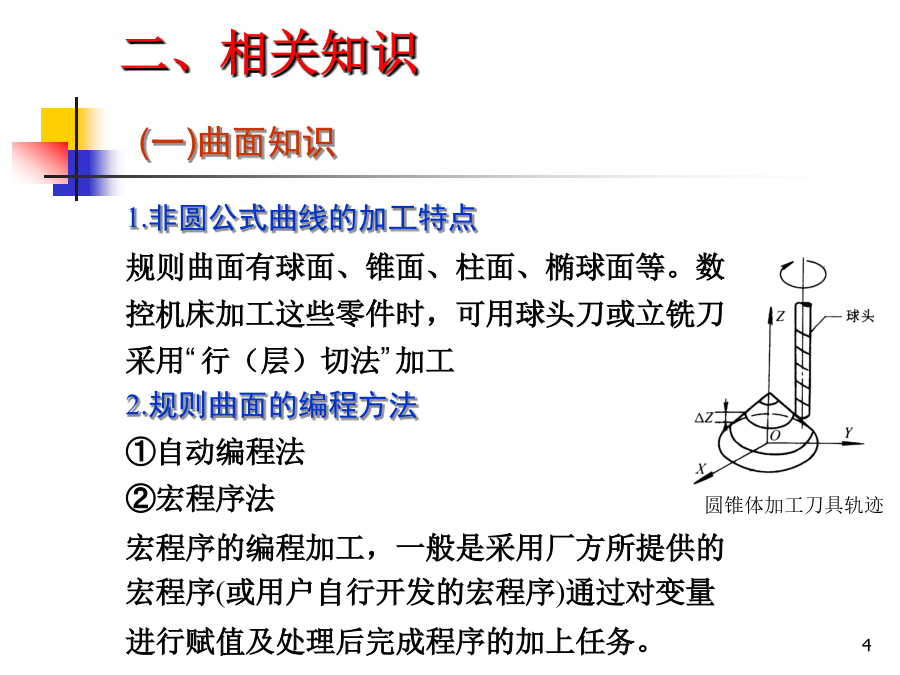
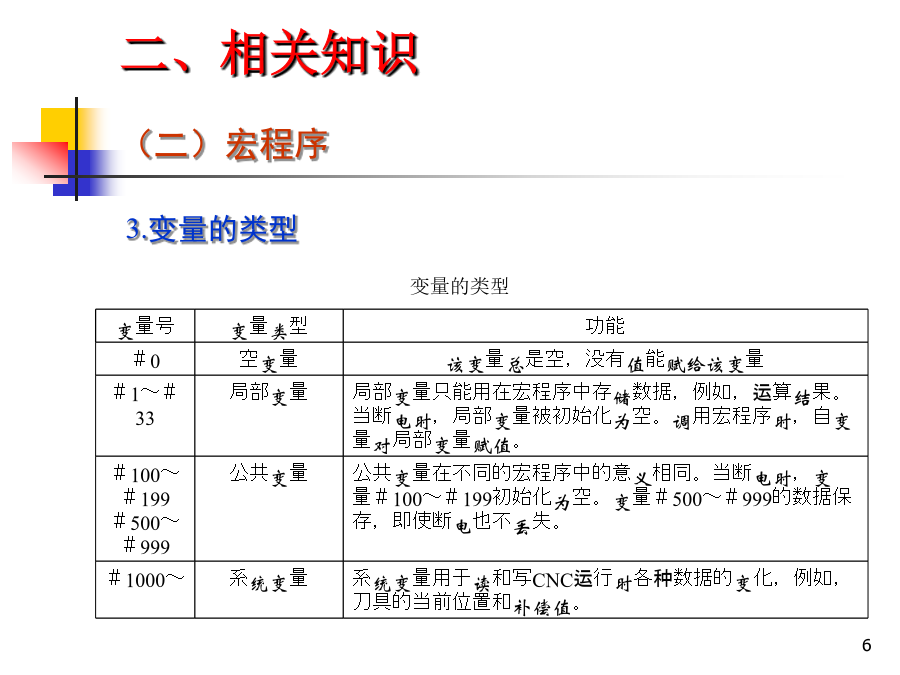
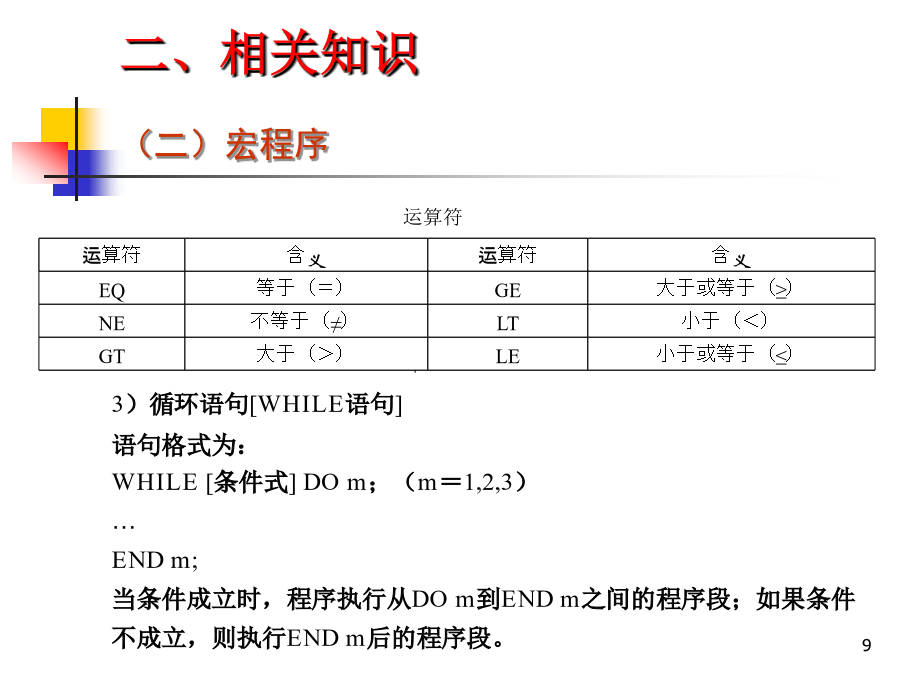
数控加工程序编制—加工中心编程(FANUC0i)工作任务一、学习目标1.非圆公式曲线的加工特点规则曲面有球面、锥面、柱面、椭球面等。数控机床加工这些零件时,可用球头刀或立铣刀采用“行(层)切法”加工2.规则曲面的编程方法①自动编程法②宏程序法宏程序的编程加工,一般是采用厂方所提供的宏程序(或用户自行开发的宏程序)通过对变量进行赋值及处理后完成程序的加上任务。1.变量的表示变量可以用“#”号和跟随其后的变量序号来表示:#i(i=1,2,3......)例:#5,#109,#501。2.变量的引用将跟随在一个
数控加工程序编制加工中心曲面类零件程序编制资料.ppt
数控加工程序编制—加工中心编程(FANUC0i)工作任务一、学习目标1.非圆公式曲线的加工特点规则曲面有球面、锥面、柱面、椭球面等。数控机床加工这些零件时,可用球头刀或立铣刀采用“行(层)切法”加工2.规则曲面的编程方法①自动编程法②宏程序法宏程序的编程加工,一般是采用厂方所提供的宏程序(或用户自行开发的宏程序)通过对变量进行赋值及处理后完成程序的加上任务。1.变量的表示变量可以用“#”号和跟随其后的变量序号来表示:#i(i=1,2,3......)例:#5,#109,#501。2.变量的引用将跟随在一个

数控加工程序编制加工中心孔类零件程序编制全解.ppt
数控加工程序编制—加工中心编程(FANUC0i)工作任务一、学习目标二、相关知识刀具名称孔加工消除间隙方法进给路线孔加工导入量与超越量1.固定循环六个动作常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。1)在XY平面定位2)快速移动到R点平面3)孔的切削加工4)孔底动作5)返回到R点平面6)返回到起始点。2.固定循环的几个平面3.固定循环指令1)孔循环取消(G80)指令格式:G80取消所有孔加工固定循环模态。2)钻孔加工循环(G81、G82、G73、G83)(1)钻孔、点钻循环(G81)指令格式:
加工中心程序编制ppt课件.ppt
加工中心程序编制数控机床所使用的程序是按照一定格式并以代码的形式编制的,一般称为“加工程序”。目前零件的加工程序编制方法主要有以下三种:1.手工编程利用一般的计算工具,通过各种数学方法,人工进行刀具轨迹运算,并进行指令编制,这种方式比较简单,容易掌握,适应性较大。适用于中等复杂程序,计算量不大的零件编程。2.自动编程利用通用的微机及专用自动编程软件,以人机对话方式确定加工对象和加工条件,自动进行运算和生成指令。这种方法目前中小企业普遍采用,编制较复杂的零件加工程序效率高,可靠性好。3.CAD/CAM编程利
数控加工的程序编制资料.ppt
第二章数控加工的程序编制数控程序编制的内容与步骤编程方法图形交互自动编程系统CAM自动编程系统:和CAD数据库及CAPP系统有效的连接;三维设计、分析、NC加工于一体。常见的CAD/CAM系统:CATIASolidworksPro/EngineeringMasterCAMCimatronDelcam(Powermill)UGI-DEASCAXAEdgecam(数控编程系统cam)主要处理过程:1.几何造型2.刀具走刀路径的产生3.后置处理常见的CAD/CAM系统发展示意图编程方法APT自动编程零件源程序: