
数控加工程序编制加工中心孔类零件程序编制全解.ppt

YY****。。

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控加工程序编制加工中心孔类零件程序编制全解.ppt
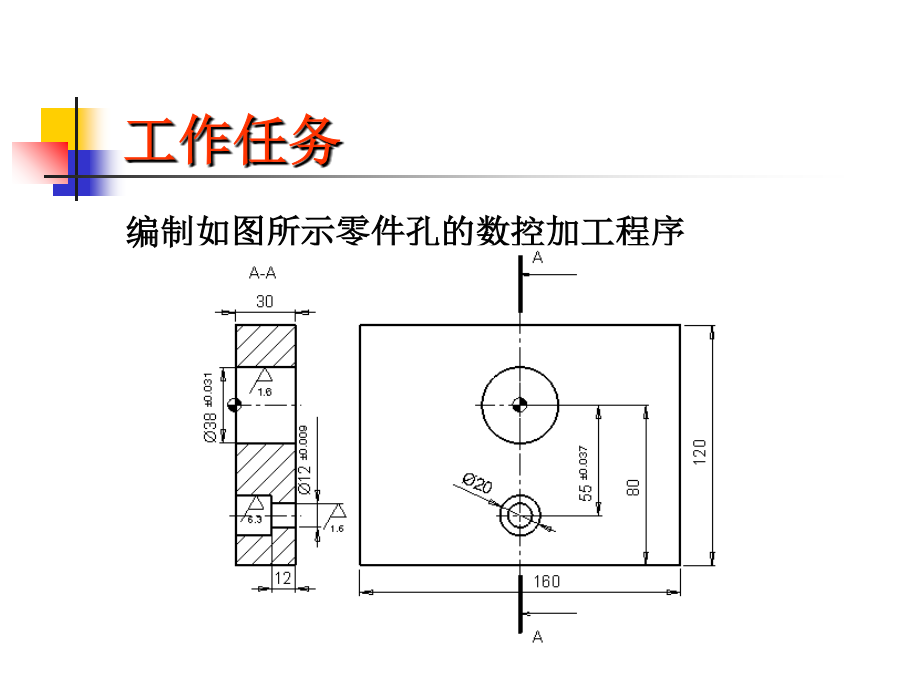
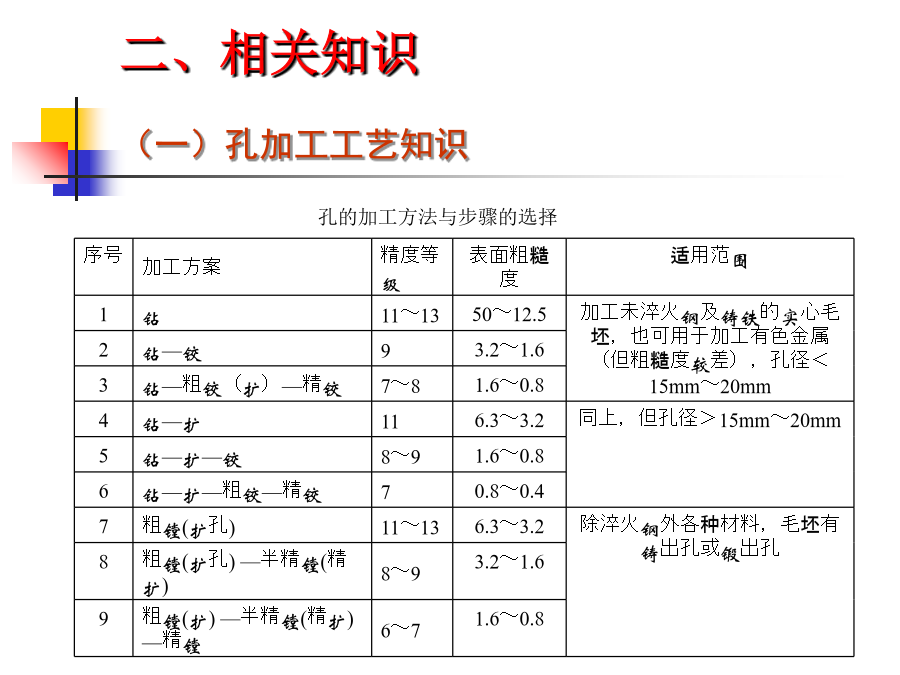
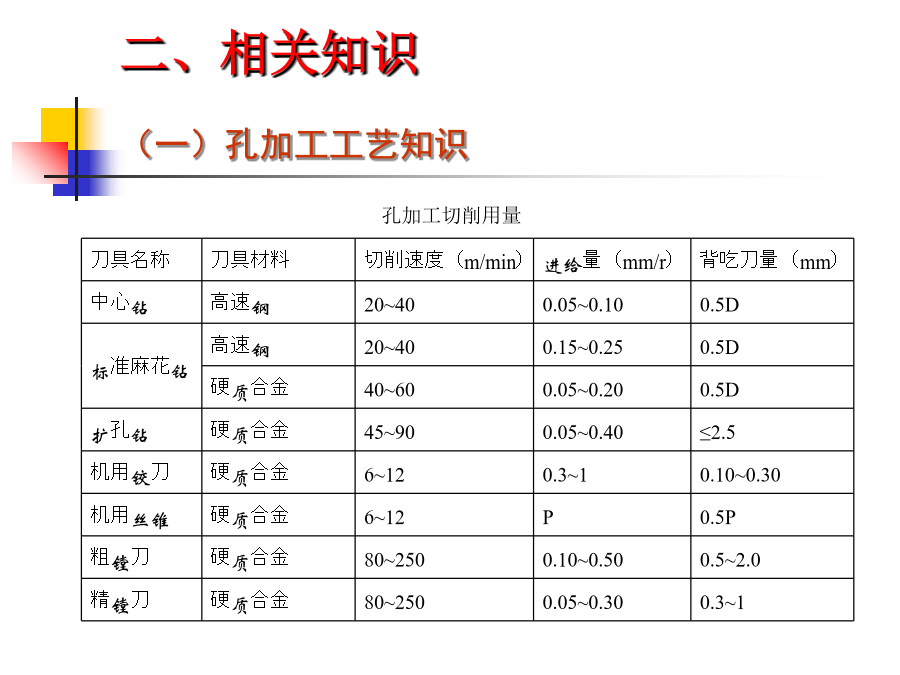
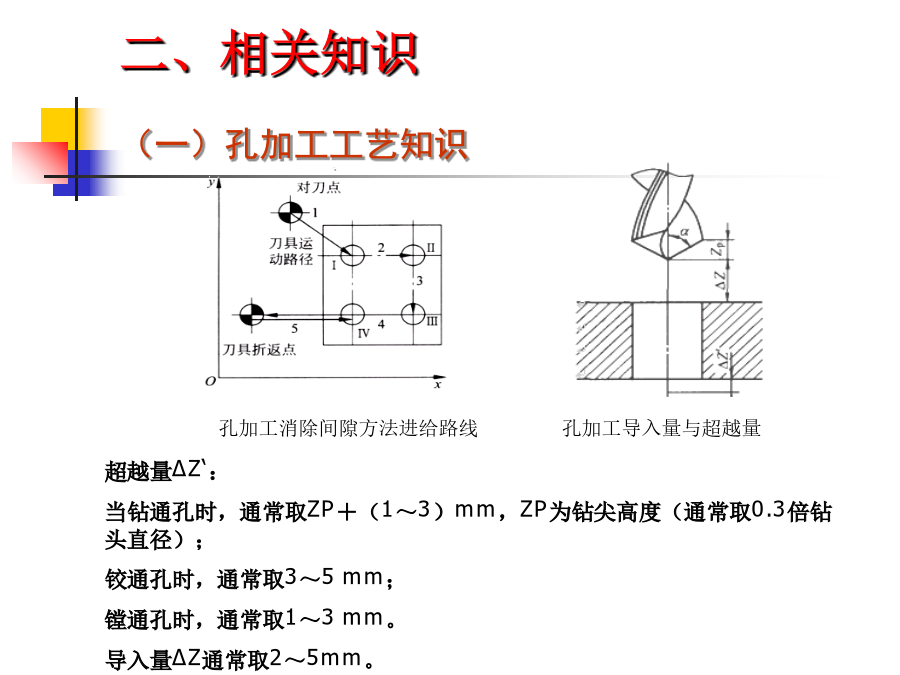
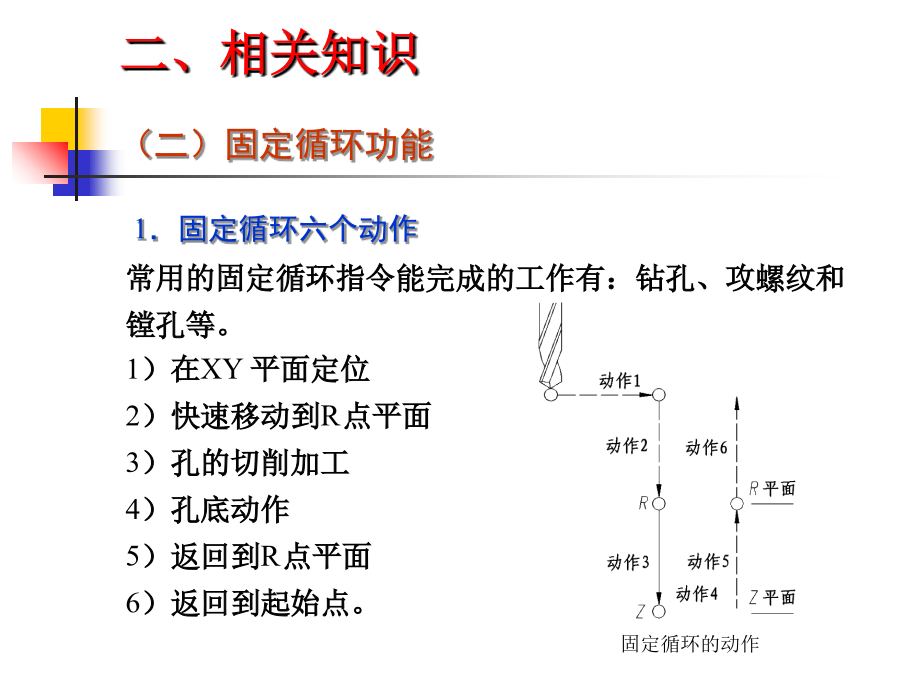
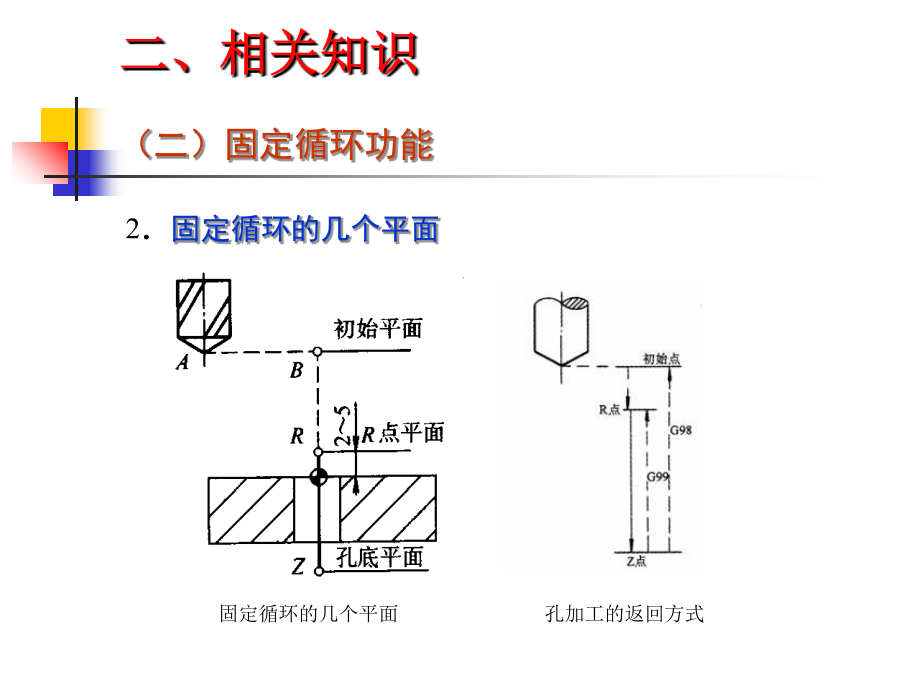
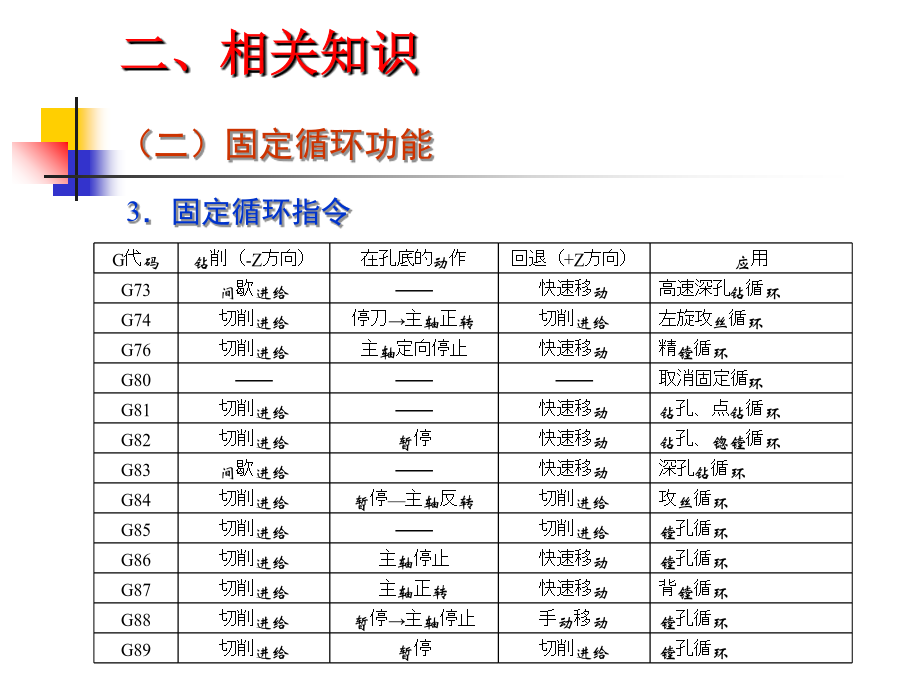
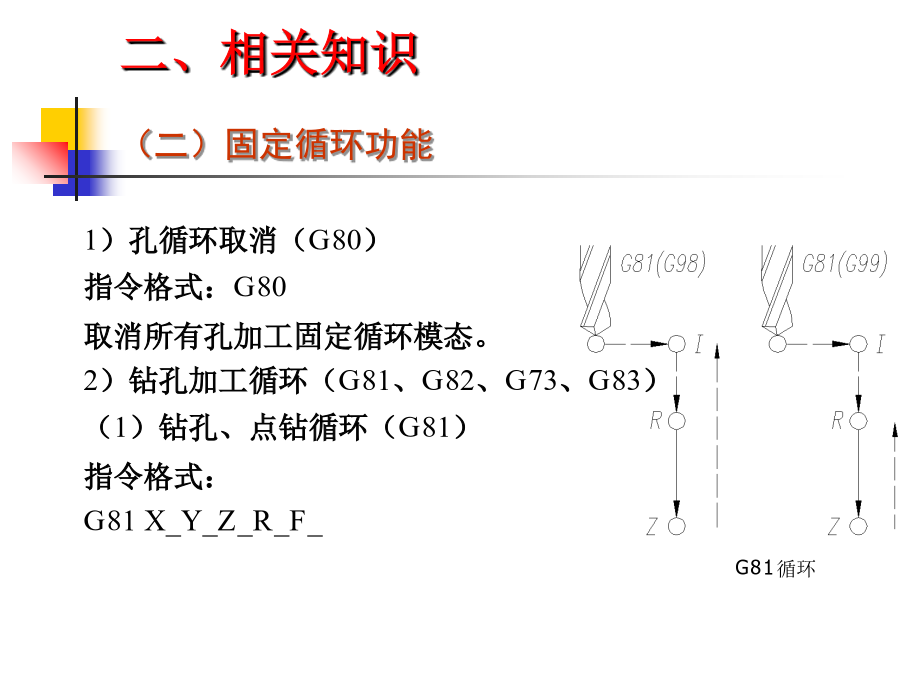
数控加工程序编制—加工中心编程(FANUC0i)工作任务一、学习目标二、相关知识刀具名称孔加工消除间隙方法进给路线孔加工导入量与超越量1.固定循环六个动作常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。1)在XY平面定位2)快速移动到R点平面3)孔的切削加工4)孔底动作5)返回到R点平面6)返回到起始点。2.固定循环的几个平面3.固定循环指令1)孔循环取消(G80)指令格式:G80取消所有孔加工固定循环模态。2)钻孔加工循环(G81、G82、G73、G83)(1)钻孔、点钻循环(G81)指令格式:
数控加工程序编制加工中心曲面类零件程序编制资料.ppt
数控加工程序编制—加工中心编程(FANUC0i)工作任务一、学习目标1.非圆公式曲线的加工特点规则曲面有球面、锥面、柱面、椭球面等。数控机床加工这些零件时,可用球头刀或立铣刀采用“行(层)切法”加工2.规则曲面的编程方法①自动编程法②宏程序法宏程序的编程加工,一般是采用厂方所提供的宏程序(或用户自行开发的宏程序)通过对变量进行赋值及处理后完成程序的加上任务。1.变量的表示变量可以用“#”号和跟随其后的变量序号来表示:#i(i=1,2,3......)例:#5,#109,#501。2.变量的引用将跟随在一个
数控加工程序编制加工中心曲面类零件程序编制资料ppt课件.ppt
数控加工程序编制—加工中心编程(FANUC0i)工作任务一、学习目标1.非圆公式曲线的加工特点规则曲面有球面、锥面、柱面、椭球面等。数控机床加工这些零件时,可用球头刀或立铣刀采用“行(层)切法”加工2.规则曲面的编程方法①自动编程法②宏程序法宏程序的编程加工,一般是采用厂方所提供的宏程序(或用户自行开发的宏程序)通过对变量进行赋值及处理后完成程序的加上任务。1.变量的表示变量可以用“#”号和跟随其后的变量序号来表示:#i(i=1,2,3......)例:#5,#109,#501。2.变量的引用将跟随在一个

数控零件加工工艺分析及加工程序编制.doc
订做机械设计课程设计(含图纸CAD和WORD论文)QQ1003471643订做机械设计课程设计(含图纸CAD和WORD论文)QQ1003471643毕业论文数控零件加工工艺分析及加工程序编制姓名学号专业班级指导教师系别答辩日期数控零件加工工艺分析及加工程序编制第一章绪论1.1:我国数控系统的发展史1.我国从1958年起到1979年,即封闭式发展阶段。由一批科研院所,高等学校和少数机床厂起步进行数控系统的研制和开发。由于受到当时国产电子元器件水平低,部门经济和国外的技术封锁等的制约,未能取得较大的发展。2.

配合类零件的数控加工工艺分析及程序编制.doc
配合类零件的数控加工工艺分析及程序编制摘要数控技术,是采用数字控制的方法对某一工作过程实现自动控制的技术。它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。而数控铣床是在普通铣床上集成了数字控制系统,可以在程序代码的控制下较精确地进行铣削加工的机床。本文为配合零件的编程与加工,通过数控铣床的加工,针对具体的零件,进行了工艺方案的分析,加工方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。本文主要从三维模型的建