
降低磨削表面粗糙度的方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

降低磨削表面粗糙度的方法.docx
降低磨削表面粗糙度的方法降低磨削表面粗糙度的方法摘要:磨削是一种常见的制造工艺,用于加工金属零件的表面,目的是提高表面质量和减少表面粗糙度。本文将介绍降低磨削表面粗糙度的方法,包括工艺参数优化、磨削液的选择和辅助工具的应用。通过合理地选择这些方法,可以帮助提高磨削加工的效率和准确性。1.工艺参数优化磨削过程中的工艺参数对表面粗糙度有着直接的影响。通过优化磨削速度、磨削深度、进给速度和切削速度等参数,可以显著降低表面粗糙度。通常,较高的磨削速度和较小的磨削深度可以减少表面粗糙度,而较低的进给速度可以提高磨削

介绍降低磨削表面粗糙度的一种好方法.docx
介绍降低磨削表面粗糙度的一种好方法降低磨削表面粗糙度的方法磨削是一种常见的加工过程,它有利于制造精度高、表面质量好的零件。然而,磨削表面的粗糙度常常是制造中最难以控制的问题之一。若粗糙度过大,则会使得工件与配件之间的接触面变小,从而降低零件的使用寿命和精度。通过对磨削过程中各参数的优化调整,可以有效地降低磨削表面的粗糙度。1.选择合适的磨削材料磨削材料是磨削过程中最基本的材料,其物理和力学性质会直接影响磨削表面的粗糙度。可以选择一些合适的材料来提高磨削表面的精度和质量。比如,选择硬度和韧性都较高的金刚石磨

控制不同轧辊表面粗糙度的磨削方法.pdf
本发明涉及轧辊磨削加工方法,具体是一种在数控轧辊磨床上用同一种型号的砂轮控制不同轧辊表面粗糙度的磨削方法。该方法按以下步骤进行:砂轮修整,以确保砂轮的平衡和砂轮工作表面的平整细腻;砂轮修整完毕后进行轧辊精度磨削,分粗磨、中磨、精磨三步进行,保证轧辊的磨削精度圆柱度小于0.005mm,同轴度小于0.005mm;根据不同粗糙度要求值设定所需磨削参数,在无火花状态下三个道次内完成粗糙度要求值的磨削。本发明方法简单,易于操作,能提高机床和轧机的作业率,减少轧辊的换辊频率,延长轧辊在线时间,改善板型和表面质量,从而
平面磨削工件表面粗糙度计算方法.pdf
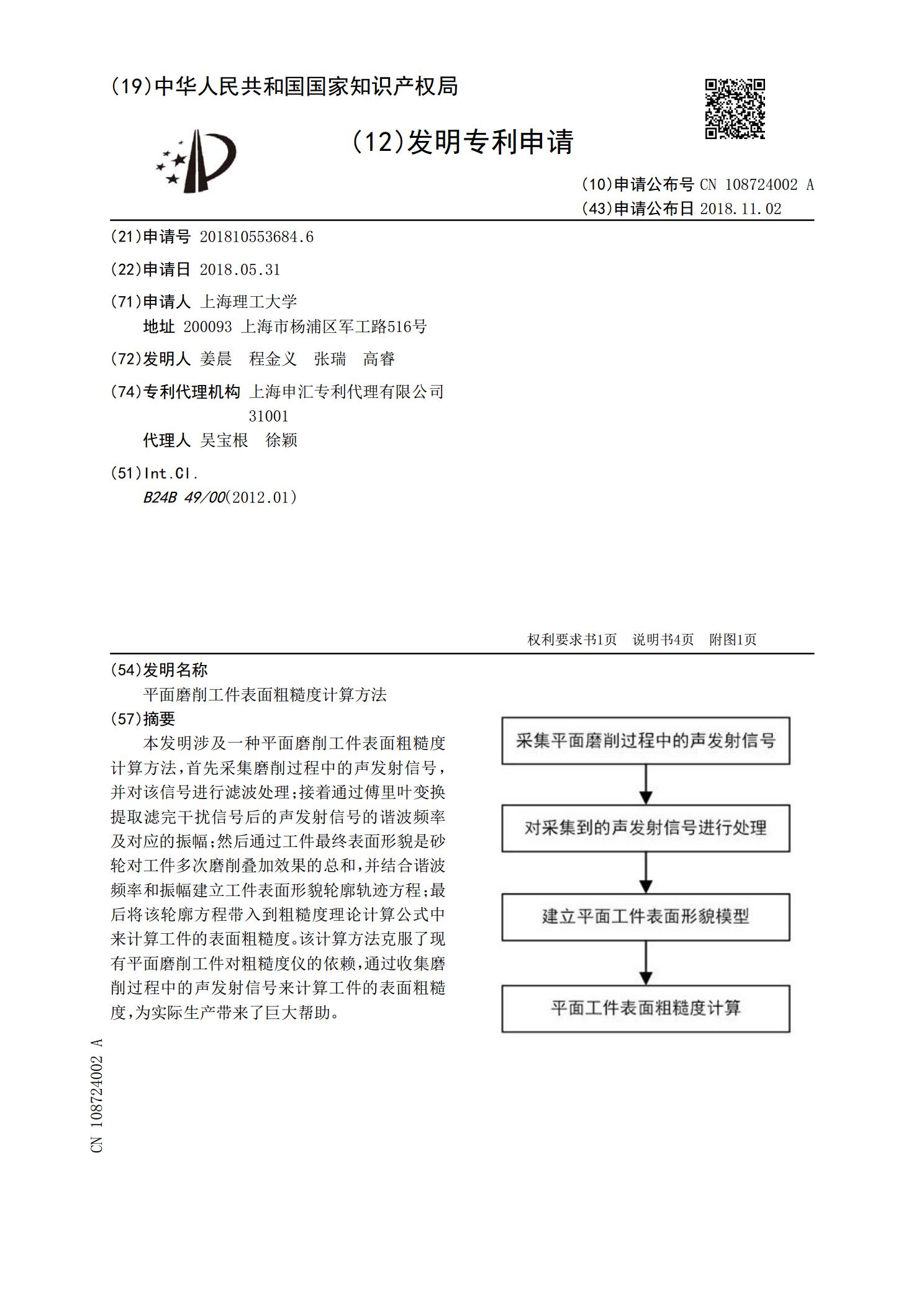
本发明涉及一种平面磨削工件表面粗糙度计算方法,首先采集磨削过程中的声发射信号,并对该信号进行滤波处理;接着通过傅里叶变换提取滤完干扰信号后的声发射信号的谐波频率及对应的振幅;然后通过工件最终表面形貌是砂轮对工件多次磨削叠加效果的总和,并结合谐波频率和振幅建立工件表面形貌轮廓轨迹方程;最后将该轮廓方程带入到粗糙度理论计算公式中来计算工件的表面粗糙度。该计算方法克服了现有平面磨削工件对粗糙度仪的依赖,通过收集磨削过程中的声发射信号来计算工件的表面粗糙度,为实际生产带来了巨大帮助。

脆性材料磨削模式与表面粗糙度.pptx
产品实施脆性材料的精密与超精密磨削提供有益的参考。材料产品,如航今航天叫陶瓷轺承。业及民的石英玻璃和陶瓷玻璃激光与红外光学晶体等的应用越来越广泛,对脆性材料的粘密及超精密加工的研究也日益深入。脆性材料虽然用途十分广泛,但硬度高,脆性大,为了获得高质量的脆性材料产品,克服研抛技术生产周期长产品成本高的缺点,近年来出现了超精密磨削加工技术。对于脆性材料的磨肖1加工,材料的磨削模式对已加工面质量有很大的!;刻向,根据公新研究,忭材利。迮选抒适当的参数茶件下仍能以塑性磨削模式加工,使得磨削面的质量等同甚至优于研抛