
控制不同轧辊表面粗糙度的磨削方法.pdf

努力****承悦


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

控制不同轧辊表面粗糙度的磨削方法.pdf
本发明涉及轧辊磨削加工方法,具体是一种在数控轧辊磨床上用同一种型号的砂轮控制不同轧辊表面粗糙度的磨削方法。该方法按以下步骤进行:砂轮修整,以确保砂轮的平衡和砂轮工作表面的平整细腻;砂轮修整完毕后进行轧辊精度磨削,分粗磨、中磨、精磨三步进行,保证轧辊的磨削精度圆柱度小于0.005mm,同轴度小于0.005mm;根据不同粗糙度要求值设定所需磨削参数,在无火花状态下三个道次内完成粗糙度要求值的磨削。本发明方法简单,易于操作,能提高机床和轧机的作业率,减少轧辊的换辊频率,延长轧辊在线时间,改善板型和表面质量,从而

基于多过程信号的轧辊磨削表面粗糙度智能预测.pptx
汇报人:/目录01提高产品质量和稳定性降低生产成本提升生产效率表面粗糙度预测的挑战02磨削力信号振动信号声发射信号其他相关信号03数据采集与处理特征提取与选择模型构建与优化模型验证与评估04系统架构与功能模块数据预处理模块特征提取模块预测模型模块后处理模块05在线实时预测离线数据分析预测结果对比与分析实际应用效果评估06模型优化与改进多工况条件下的预测研究跨领域应用拓展技术发展前景与挑战汇报人:

降低磨削表面粗糙度的方法.docx
降低磨削表面粗糙度的方法降低磨削表面粗糙度的方法摘要:磨削是一种常见的制造工艺,用于加工金属零件的表面,目的是提高表面质量和减少表面粗糙度。本文将介绍降低磨削表面粗糙度的方法,包括工艺参数优化、磨削液的选择和辅助工具的应用。通过合理地选择这些方法,可以帮助提高磨削加工的效率和准确性。1.工艺参数优化磨削过程中的工艺参数对表面粗糙度有着直接的影响。通过优化磨削速度、磨削深度、进给速度和切削速度等参数,可以显著降低表面粗糙度。通常,较高的磨削速度和较小的磨削深度可以减少表面粗糙度,而较低的进给速度可以提高磨削
一种轧辊表面强化与粗糙度控制方法.pdf
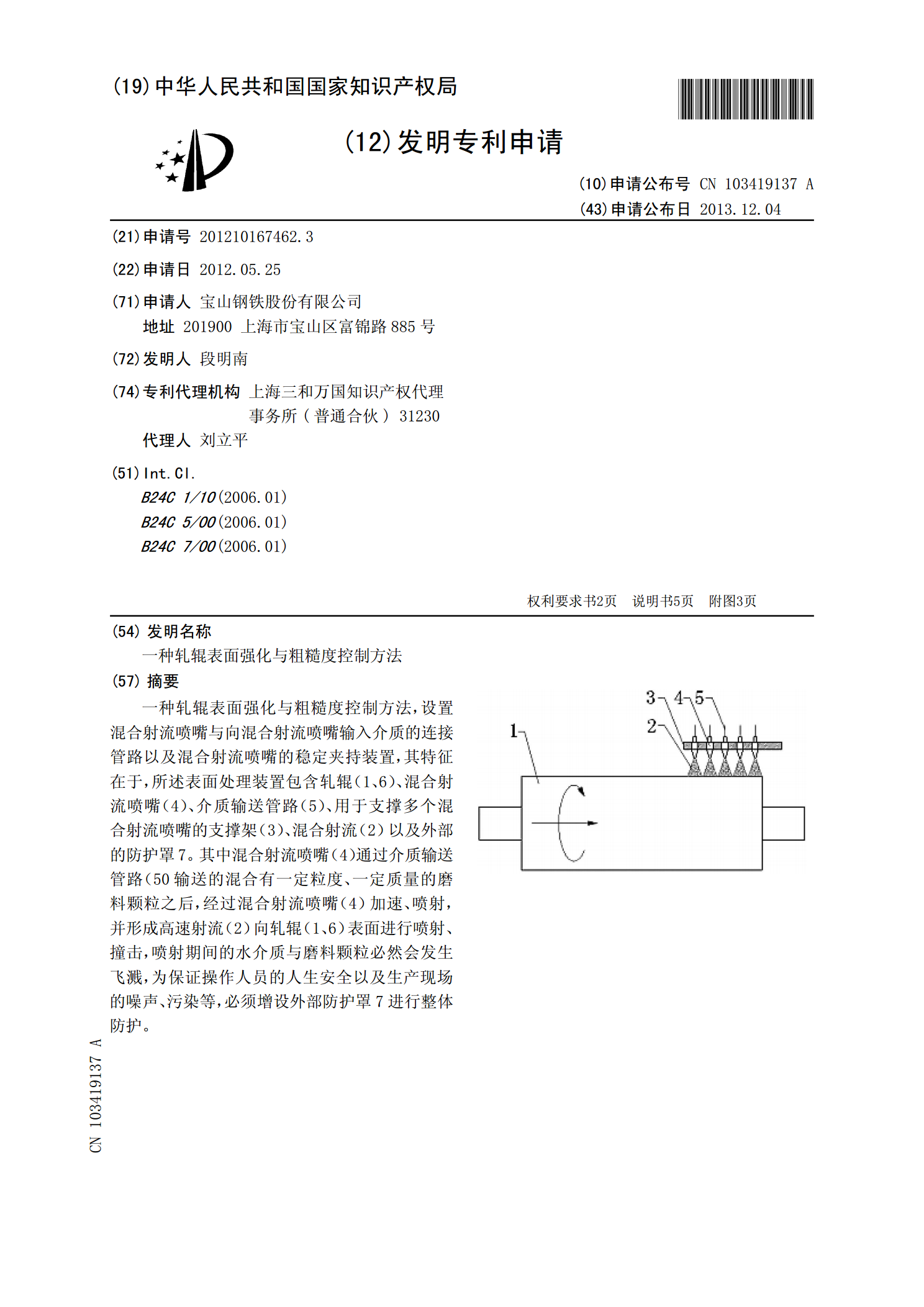
一种轧辊表面强化与粗糙度控制方法,设置混合射流喷嘴与向混合射流喷嘴输入介质的连接管路以及混合射流喷嘴的稳定夹持装置,其特征在于,所述表面处理装置包含轧辊(1、6)、混合射流喷嘴(4)、介质输送管路(5)、用于支撑多个混合射流喷嘴的支撑架(3)、混合射流(2)以及外部的防护罩7。其中混合射流喷嘴(4)通过介质输送管路(50输送的混合有一定粒度、一定质量的磨料颗粒之后,经过混合射流喷嘴(4)加速、喷射,并形成高速射流(2)向轧辊(1、6)表面进行喷射、撞击,喷射期间的水介质与磨料颗粒必然会发生飞溅,为保证操作

不同粗糙度下磨削表面形貌特征与仿真研究.docx
不同粗糙度下磨削表面形貌特征与仿真研究不同粗糙度下磨削表面形貌特征与仿真研究摘要磨削是一种常见的机械加工方法,广泛用于金属加工领域。通过磨削可以得到较高精度和表面质量的工件。本文通过实验和仿真研究,探讨了不同粗糙度下磨削表面的形貌特征及其对工件性能的影响,为提高磨削加工的效果和质量提供理论参考。关键词:磨削,粗糙度,表面形貌,仿真1.引言磨削作为一种重要的金属加工方法,广泛应用于制造业中。其主要优点是能够实现高精度和表面质量要求,并且适用于多种材料的加工。表面粗糙度是衡量磨削加工质量的一个重要指标,对工件