
TS16949五大工具培训教材ppt课件.ppt

lj****88


1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共93页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
TS16949五大工具培训教材ppt课件.ppt
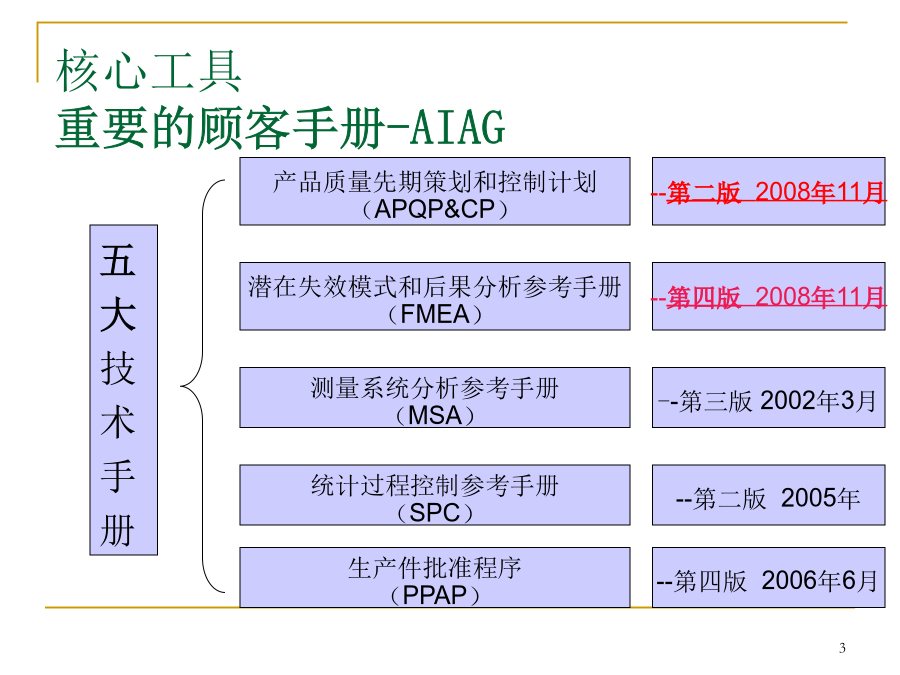
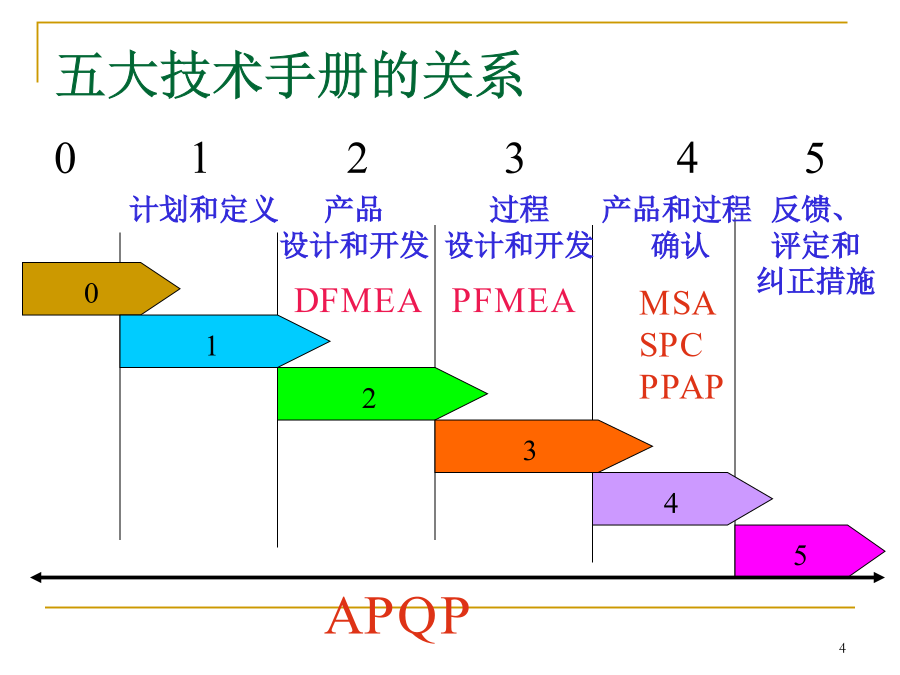
五大工具培训教材目录核心工具重要的顾客手册-AIAG五大技术手册的关系潜在失效模式与影响分析PotentialFailureModeandEffectsAnalysisFMEA什么是FMEA?FMEA的目的FMEA的种类PFMEA过程失效模式及效应分析PFMEA的输出FMEA表格讲解测量系统分析MeasurementSystemAnalysisMSA测量系统分析MSA定义对于大多数测量过程而言,总测量变差通常被描述为正态分布,正态概率被设想成为测量系统分析的标准方法。位置变差(准确度)一个表示准确的通用概
TS16949五大核心工具培训教材ppt课件.ppt
五大工具培训教材目录核心工具重要的顾客手册-AIAG五大技术手册的关系产品质量先期策划和控制计划AdvancedProductQualityPlanningandControlPlanAPQP设计责任仅限制造服务组织如热处理贮存、运输等等确定范围xxx计划和定义x产品设计和开发x可行性xxx过程设计和开发xxx产品和过程确认xxx反馈评定和纠正措施xxx控制计划方法论xxx2、产品质量先期策划的基本原则3、APQP的目的4、APQP的益处5、组织小组6、确定范围确定小组职能及小组成员,哪些个人或分包方应被

TS16949五大工具之一MSA最新版培训教材ppt课件.ppt
测量系统分析MeasurementSystemsAnalysis(MSA)一、测量系统分析(MSA)概述3、ISO/TS16949:2002质量管理体系对测量系统分析(MSA)的要求:7.6.1测量系统分析为分析每种测量和试验设备系统得出的测量结果存在的变差,必须进行适当的统计研究。此要求必须适用于在控制计划中提出的测量系统。所用的分析方法及接收准则必须与顾客关于测量系统分析的参考手册相一致。如果得到顾客的批准,也可采用其它分析方法和接收准则。4、测量系统分析(MSA)理解要点说明:■在控制计划中提出的测
TS16949五大工具培训教材.ppt
五大工具培训教材目录核心工具重要的顾客手册-AIAG五大技术手册的关系潜在失效模式与影响分析PotentialFailureModeandEffectsAnalysisFMEA什么是FMEA?FMEA的目的FMEA的种类PFMEA过程失效模式及效应分析PFMEA的输出FMEA表格讲解测量系统分析MeasurementSystemAnalysisMSA测量系统分析MSA定义对于大多数测量过程而言总测量变差通常被描述为正态分布正态概率被设想成为测量系统分析的标准方法。位置变差(准确度)
TS16949五大核心工具培训教材.ppt
五大工具培训教材目录核心工具重要的顾客手册-AIAG五大技术手册的关系产品质量先期策划和控制计划AdvancedProductQualityPlanningandControlPlanAPQP设计责任仅限制造服务组织如热处理贮存、运输等等确定范围xxx计划和定义x产品设计和开发x可行性xxx过程设计和开发xxx产品和过程确认xxx反