
大径厚比薄壁铝管1D弯曲半径成形方法.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大径厚比薄壁铝管1D弯曲半径成形方法.docx
大径厚比薄壁铝管1D弯曲半径成形方法标题:大径厚比薄壁铝管1D弯曲半径成形方法摘要:大径厚比薄壁铝管的1D弯曲成形是一种常用的加工方法,可以用于制造各种弯曲零件。本论文旨在综述大径厚比薄壁铝管1D弯曲半径成形的方法,并分析其优缺点和应用领域。笔者通过文献检索和案例研究,发现大径厚比薄壁铝管1D弯曲半径成形方法主要包括冷弯、热弯和液压弯曲等。其中,冷弯方法适用于较小直径和厚度的管材,具有成本低、形状稳定等优点,而热弯和液压弯曲方法则适用于较大直径和厚度的管材,具有成形复杂、成形范围广等优点。此外,大径厚比薄

大弯曲半径薄壁导管推弯成形方法及装置.pdf
本发明涉及一种大弯曲半径薄壁导管推弯成形方法及装置,属于弯管制造塑性加工技术领域。本发明提供了一种实现大弯曲半径薄壁导管精密推弯成形的装置及方法,节省了传统的数控绕弯弯管过程中需要较大直径轮模的制造成本,大大提高了弯管机设备成形大弯曲半径导管的能力。整个成形方法和装置结构合理且科学、方法可行且可靠、操作方便且能确保弯管质量,大大提高了生产的效率。成形的导管能够满足航空航天飞行器要求,有较为广阔的市场应用前景。

LF2M铝合金薄壁管1D弯曲半径推弯成形研究.docx
LF2M铝合金薄壁管1D弯曲半径推弯成形研究引言随着工业的不断发展,铝合金管的应用越来越广泛。铝合金管的优点包括质量轻、强度高、耐腐蚀等,因此在航空、航天、汽车、轮船、建筑等领域得到广泛的应用。其中,对铝合金管的弯曲成形是非常重要的工艺之一。铝合金薄壁管的弯曲成形需要考虑多种因素,包括弯曲半径、弯曲角度、成形温度等。本文将重点研究铝合金薄壁管1D弯曲半径推弯成形的相关问题。正文一、铝合金管的材料特性铝合金管是由铝合金材料制成的管状产品。铝合金有许多种类,大多数都具有以下特性:1.质量轻:铝合金的密度约为2

GH4169高温合金薄壁管1D弯曲半径冷胀推弯成形研究.docx
GH4169高温合金薄壁管1D弯曲半径冷胀推弯成形研究GH4169高温合金薄壁管是一种在高温环境下具有优异性能的金属材料。在实际应用中,常常需要将GH4169薄壁管进行弯曲成形,以满足特定的工程需求。然而,由于GH4169高温合金的特殊性质,采用传统的弯曲方法存在许多困难和挑战。因此,本文将研究GH4169高温合金薄壁管的冷胀推弯成形方法,并对其成形过程进行详细分析。GH4169高温合金是一种镍基高温合金,具有优异的耐高温、耐蠕变、耐腐蚀和抗氧化性能。由于其高温性能优越,GH4169高温合金被广泛应用于航
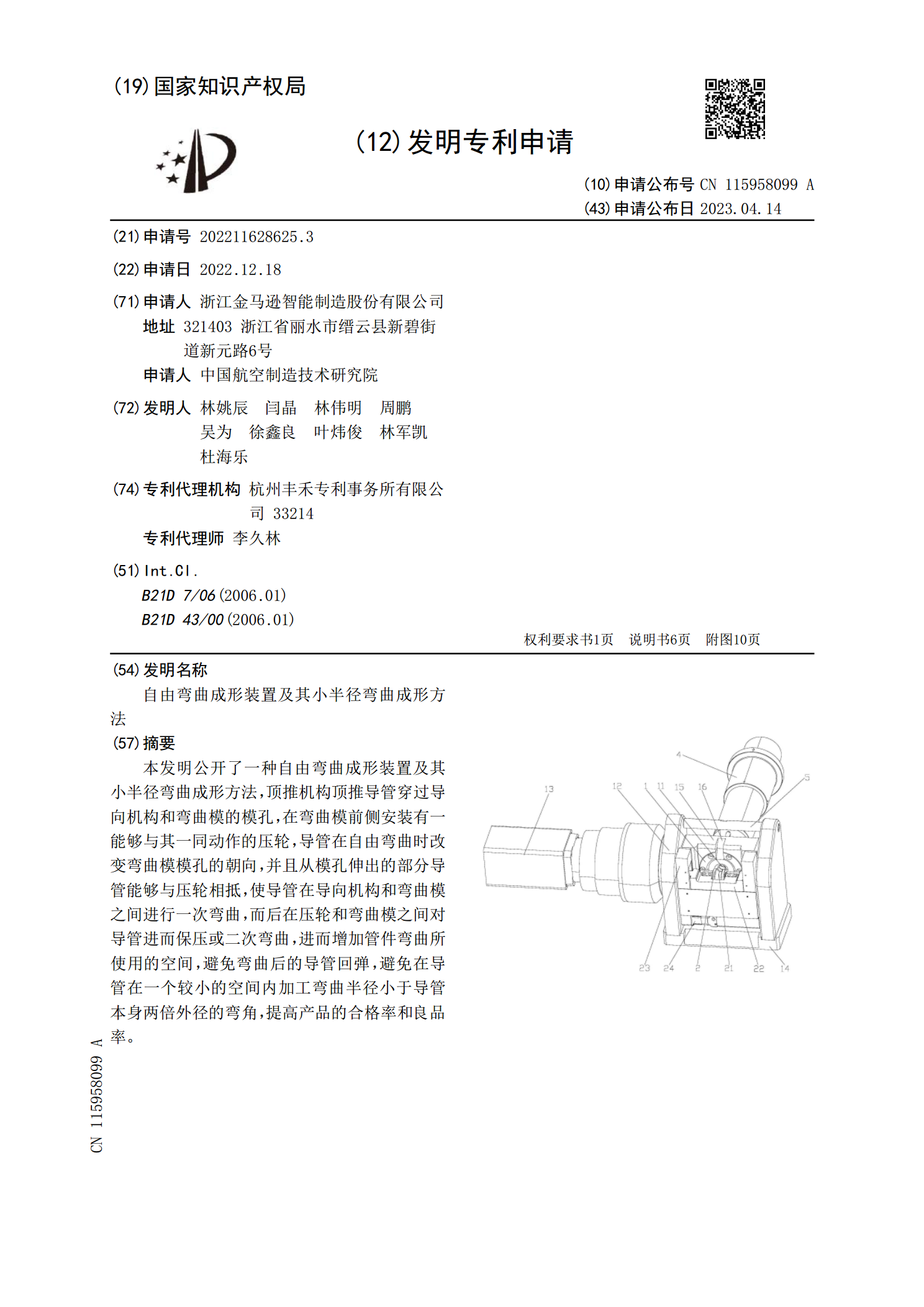
自由弯曲成形装置及其小半径弯曲成形方法.pdf
本发明公开了一种自由弯曲成形装置及其小半径弯曲成形方法,顶推机构顶推导管穿过导向机构和弯曲模的模孔,在弯曲模前侧安装有一能够与其一同动作的压轮,导管在自由弯曲时改变弯曲模模孔的朝向,并且从模孔伸出的部分导管能够与压轮相抵,使导管在导向机构和弯曲模之间进行一次弯曲,而后在压轮和弯曲模之间对导管进而保压或二次弯曲,进而增加管件弯曲所使用的空间,避免弯曲后的导管回弹,避免在导管在一个较小的空间内加工弯曲半径小于导管本身两倍外径的弯角,提高产品的合格率和良品率。