
一种加工齿轮内孔的定位方法.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种加工齿轮内孔的定位方法.docx
一种加工齿轮内孔的定位方法论文题目:一种加工齿轮内孔的定位方法摘要:齿轮是机械传动中常用的零部件之一,其内孔的加工定位对于齿轮的性能和传动精度具有重要影响。本论文提出了一种新的加工齿轮内孔的定位方法,通过数控机床和传感器的协同工作,实现对齿轮内孔位置和形状的高精度定位与加工。该方法具有定位精度高、加工效率高、操作简单等优点,适用于各种规格和精度要求的齿轮内孔加工。关键词:齿轮加工;内孔定位;数控机床;传感器1.引言齿轮是机械传动中常用的零部件之一,广泛应用于各种机械设备中。齿轮的内孔作为安装在轴上传动的关
一种内齿轮加工的定位方法.pdf
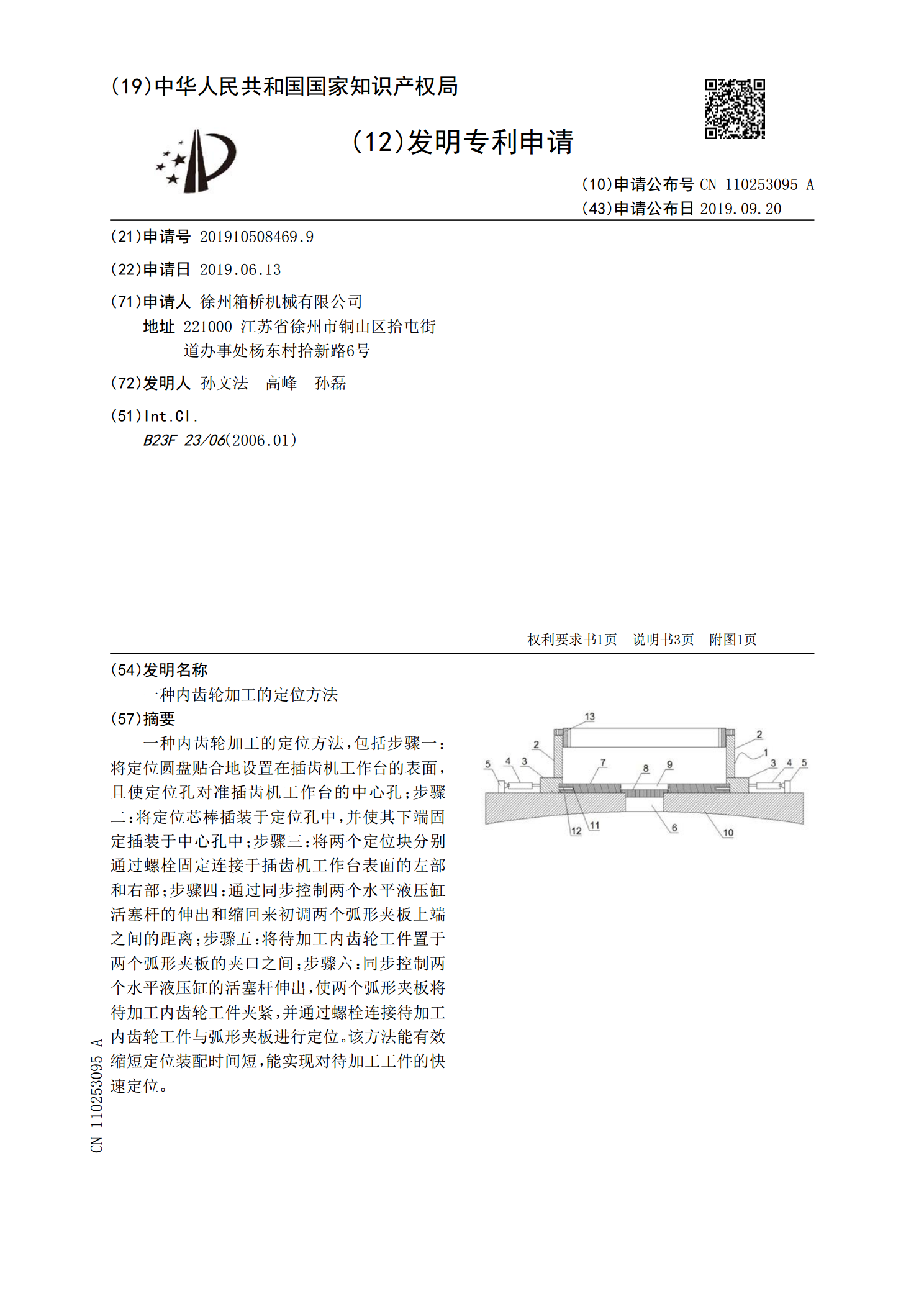
一种内齿轮加工的定位方法,包括步骤一:将定位圆盘贴合地设置在插齿机工作台的表面,且使定位孔对准插齿机工作台的中心孔;步骤二:将定位芯棒插装于定位孔中,并使其下端固定插装于中心孔中;步骤三:将两个定位块分别通过螺栓固定连接于插齿机工作台表面的左部和右部;步骤四:通过同步控制两个水平液压缸活塞杆的伸出和缩回来初调两个弧形夹板上端之间的距离;步骤五:将待加工内齿轮工件置于两个弧形夹板的夹口之间;步骤六:同步控制两个水平液压缸的活塞杆伸出,使两个弧形夹板将待加工内齿轮工件夹紧,并通过螺栓连接待加工内齿轮工件与弧形

薄壁外齿轮内孔的加工方法.pdf
本发明公开一种薄壁外齿轮内孔的加工方法,采取新工艺和夹具解决上述问题。本发明采取的加工步骤:锻造、粗车、调质、半精车、半精车、精车、滚齿、去应力退火、平磨端面、磨内孔、磨齿、齿面氮化;粗车给前半精车留量1.5mm,前半精车给后半精车留量为0.7mm,后半精车给精车留量为0.3mm,分三次车削;磨内孔采用专用夹具,用定位棒使夹具体与工件齿轮同心,之后用夹具体使工件齿轮以一个端面及齿顶定位,再用压板压紧工件齿轮,磨内孔;圆度可以达到0.02mm,直线度可以达到0.003mm;齿面氮化变形后内孔圆度0.08mm
一种内孔齿轮加工设备.pdf
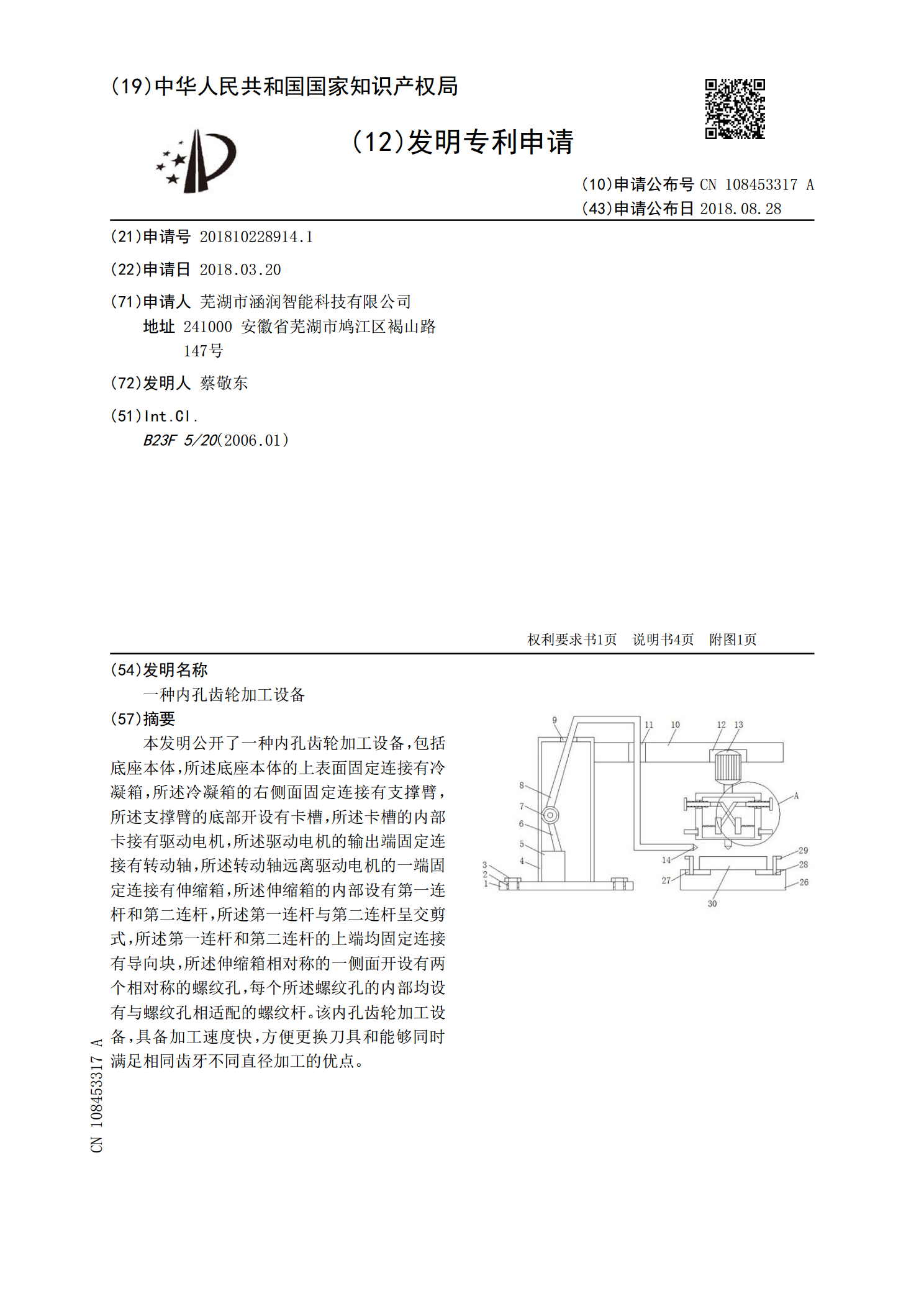
本发明公开了一种内孔齿轮加工设备,包括底座本体,所述底座本体的上表面固定连接有冷凝箱,所述冷凝箱的右侧面固定连接有支撑臂,所述支撑臂的底部开设有卡槽,所述卡槽的内部卡接有驱动电机,所述驱动电机的输出端固定连接有转动轴,所述转动轴远离驱动电机的一端固定连接有伸缩箱,所述伸缩箱的内部设有第一连杆和第二连杆,所述第一连杆与第二连杆呈交剪式,所述第一连杆和第二连杆的上端均固定连接有导向块,所述伸缩箱相对称的一侧面开设有两个相对称的螺纹孔,每个所述螺纹孔的内部均设有与螺纹孔相适配的螺纹杆。该内孔齿轮加工设备,具备加

一种齿轮内孔加工设备.pdf
本发明公开了一种齿轮内孔加工设备,包括:机床、出料口、顶料杆、固定片和导轨以及冲孔器,所述的机床上设置有多个出料口,所述的出料口中均设置有顶料杆,所述的顶料杆上均设置有多个固定片,所述的固定片两两相对构成正方形,所述的两两相对的固定片中的一对固定片上设置有预留孔,所述的机床的一侧平行设置有导轨,所述的导轨上设置有冲孔器。此设备可以在齿轮制造好了以后在对需要冲孔的地方进行冲孔,并且固定片上的预留孔可以准确的对齿轮进行冲孔,操作简单。