
调质热处理工艺的变革.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

调质热处理工艺的变革.docx
调质热处理工艺的变革调质热处理工艺的变革摘要:调质热处理工艺在材料加工中起着至关重要的作用,能够提高材料的硬度、强度和耐磨性等性能。然而,传统的调质热处理工艺存在一些局限性,如工艺周期长、能源消耗大等问题。为了克服这些问题,人们不断探索新的调质热处理技术,以提高加工效率和降低能源消耗。本文主要介绍了目前常用的调质热处理方法及其局限性,以及近年来的一些新技术和工艺的发展和应用。这些新技术和工艺的引入,为调质热处理带来了重大的变革,使得传统的调质热处理工艺得到了优化和改进。关键词:调质热处理;工艺变革;新技术
齿轮开齿调质热处理工艺.pdf
本发明公开了一种齿轮开齿调质热处理工艺,包括如下步骤:1)对齿轮进行粗开齿,齿厚和直径均匀留量;2)将齿轮放入炉内进行调质热处理,淬火温度900-920℃,淬火保温时间按3-4h/50mm轮缘壁厚;3)再将齿轮预冷10-15min,冷却至700-710℃;4)再将齿轮吊入淬火槽中油冷,油冷时间为2-3h/50mm轮缘壁厚,出油温度为180-200℃;5)再对齿轮进行回火处理,回火温度670-680℃,回火保温时间为淬火保温时间的4-5倍,并不少于15h,回火保温结束后,炉温以85-90℃/h降至180-2
热处理调质工艺守则及操作规程.pdf
热处理调质工艺守那么及操作规程1、主题内容与使用范围本守那么及规程确定了热处理调质处理〔淬火+高温回火〕的设备评定、工艺确定、及操作标准的内容。2、引用标准APISpec6A?井口装置和采油树设备标准?3、总那么产品的热处理必须在已经过定期检定并合格的热处理设备中进行。炉子的检定周期为一年。4、对热处理炉及监控设备的要求4.1、对热处理炉的要求4.1.1、炉衬完好,无明显损坏;4.1.2、电阻丝齐全,电极接触牢固;4.1.3、炉底平整,无裂纹;4.1.4、保温材料完好无损;4.1.5、热处理炉各处的温度应
汽车锁钩自动调质热处理工艺.pdf
本发明公开了一种汽车锁钩自动调质热处理工艺,包括以下步骤:将原材料加工成薄厚均匀、硬度均匀的产品,将产品放入容器中,倒入清洗剂直至产品全部浸泡在清洗剂中,将产品取出,并用清水冲洗干净,干燥后待用;将产品放入淬火炉中进行淬火处理,并持续搅拌;将淬火完成的产品取出放入第一淬火油罐中进行油冷;取出后放入第二淬火油罐中进行油冷;取出产品后,在其表面喷涂防水涂层和防腐蚀涂层,喷涂后使用热风吹干;将产品放入回火炉中进行两次回火处理,然后将产品冷却至室温。本发明的三次淬火处理可减少产品表面的氧化脱碳,又能使炉内燃气燃烧
关于大型锻件调质热处理工艺的探讨.pdf
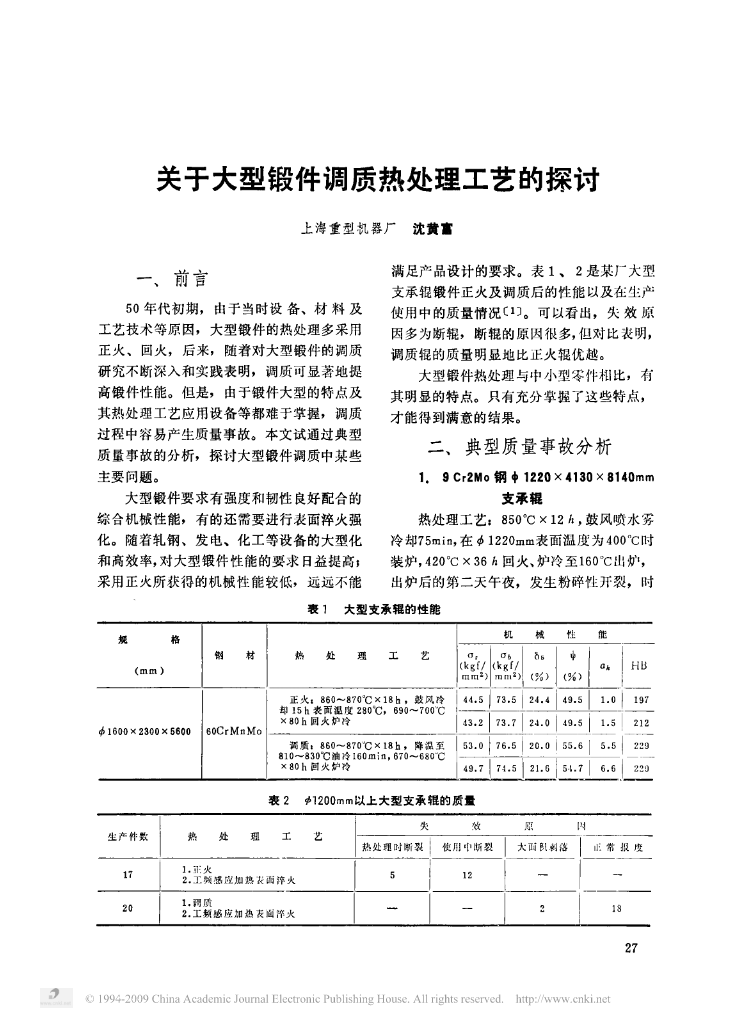
关于大型锻件调质热处理工艺的探讨上海重型机器厂沈黄,。、、足是厂型一前言满产品设计的要求表某大支承辊锻件正火及调质后的性能以及在生产,、年代初期由于当时设备材料及使用中的质量情况〔〕。可以看出,失效原,工艺技术等原因大型锻件的热处理多采用因多为断辊,断辊的原因很多,但对比表明,、,,正火回火后来随着对大型锻件的调质调质辊的质量明显地比正火辊优越。,研究不断深入和实践表明调质可显著地提大型锻件热处理与中小型零件相比,有。,高锻件性能但是由于锻件大型的特点及其明显的特点。只有充分掌握了这些特点,,其热处理工艺