
关于大型锻件调质热处理工艺的探讨.pdf

as****16


1/7

2/7

3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
关于大型锻件调质热处理工艺的探讨.pdf
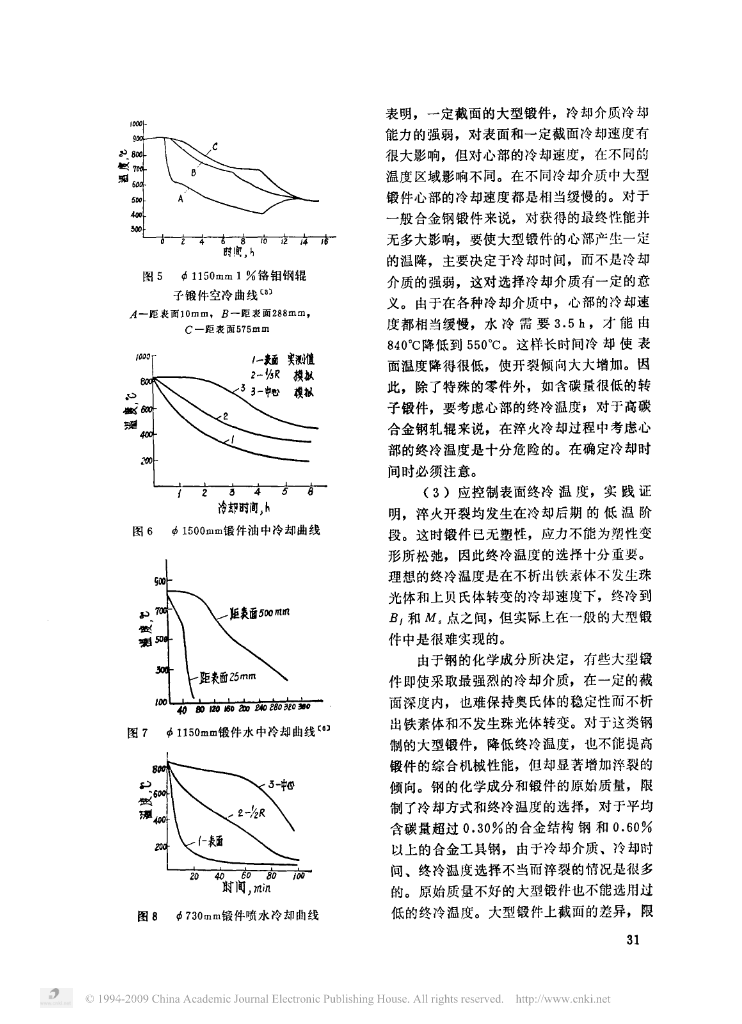
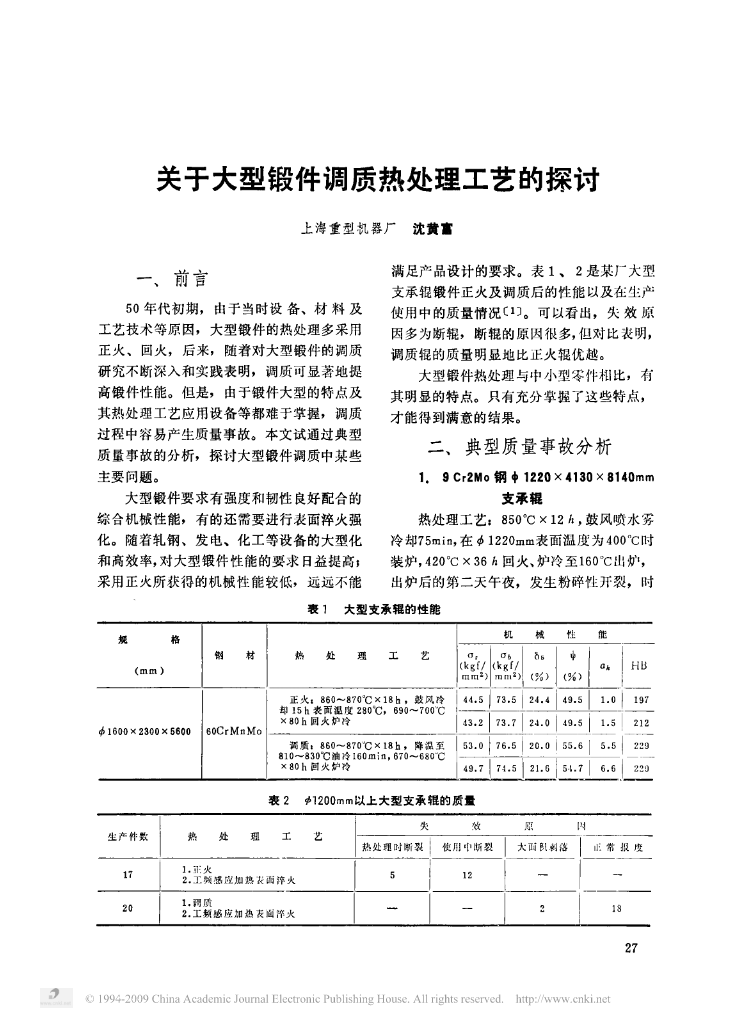
关于大型锻件调质热处理工艺的探讨上海重型机器厂沈黄,。、、足是厂型一前言满产品设计的要求表某大支承辊锻件正火及调质后的性能以及在生产,、年代初期由于当时设备材料及使用中的质量情况〔〕。可以看出,失效原,工艺技术等原因大型锻件的热处理多采用因多为断辊,断辊的原因很多,但对比表明,、,,正火回火后来随着对大型锻件的调质调质辊的质量明显地比正火辊优越。,研究不断深入和实践表明调质可显著地提大型锻件热处理与中小型零件相比,有。,高锻件性能但是由于锻件大型的特点及其明显的特点。只有充分掌握了这些特点,,其热处理工艺

大型耳轴锻件热处理工艺研究.docx
大型耳轴锻件热处理工艺研究收稿日期:2013-04-06作者简介:郎庆斌(1980-)男硕士工程师.主要从事大型铸锻件的材料及热处理技术研究、齿轮渗碳工艺技术研究.E-mail:.摘要:通过对18CrMnMoB钢进行不同温度的淬火、回火调质处理测定其力学性能并对其显微组织进行对比分析找出合理的热处理工艺范围.结果表明:18CrMnMoB钢的最佳淬火温度范围为880~900℃大型耳轴水淬后在560~580℃回火具有良好的强韧性性能完全
大型耳轴锻件热处理工艺研究.docx
大型耳轴锻件热处理工艺研究收稿日期:2013-04-06作者简介:郎庆斌(1980-)男硕士工程师.主要从事大型铸锻件的材料及热处理技术研究、齿轮渗碳工艺技术研究.E-mail:.摘要:通过对18CrMnMoB钢进行不同温度的淬火、回火调质处理测定其力学性能并对其显微组织进行对比分析找出合理的热处理工艺范围.结果表明:18CrMnMoB钢的最佳淬火温度范围为880~900℃大型耳轴水淬后在560~580℃回火具有良好的强韧性性能完全
一种42CrMo大型锻件的调质工艺.pdf
一种42CrMo大型锻件的调质工艺,属于42CrMo大型锻件加工技术领域,该工艺是由以下步骤组成:(1)将42CrMo大型锻件空冷至600~750℃;(2)将空冷后的42CrMo大型锻件装入炉中正火;(3)将正火后的42CrMo大型锻件装炉待料;(4)42CrMo大型锻件温度均匀后加热到700~800℃,然后进行一次保温;(5)将一次保温后的42CrMo大型锻件加热至830~850℃,然后进行二次保温;(6)将二次保温的42CrMo大型锻件进行一次水冷,然后出水;(7)将水冷后的42CrMo大型锻件装炉回
大型叶轮材料锻件晶粒细化热处理工艺.pdf
本发明公开了一种大型叶轮材料锻件的晶粒细化热处理工艺,在通过高温完全奥氏体化后,反复强化核心、多次奥氏体化重新形核,在满足机械性能的前提下,最终使晶粒得到了细化。本发明的优点在于:在通过高温完全奥氏体化后,炉冷充分,奥氏体分解充分;反复强化核心、多次奥氏体化重新形核,增加了790℃形核;并在两相区上沿转变、形核,强化核心的步骤;基于以上组织准备,空冷后迅速升至850℃形成的新晶界将明显细化,最终在满足机械性能的前提下,使晶粒得到了细化。?