
提高曲轴非圆磨削精度的插补方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

提高曲轴非圆磨削精度的插补方法.docx
提高曲轴非圆磨削精度的插补方法摘要:随着发动机的不断进步,对曲轴精度的要求越来越高。曲轴的非圆磨削技术是提高发动机性能和可靠性的重要手段之一。而曲轴非圆磨削精度的提高关系到发动机振动噪声、油耗等重要指标。本文主要介绍曲轴非圆磨削精度的插补方法,包括基于最小二乘法的插补、基于容器函数的插补和基于高斯过程回归的插补。通过对比不同插补方法的优缺点,可以为曲轴非圆磨削的现场加工提供技术支持和指导。关键词:曲轴;非圆磨削;插补方法;最小二乘法;容器函数;高斯过程回归一、背景随着汽车工业的快速发展,曲轴的质量和精度要
一种插补磨削曲轴圆角的方法.pdf
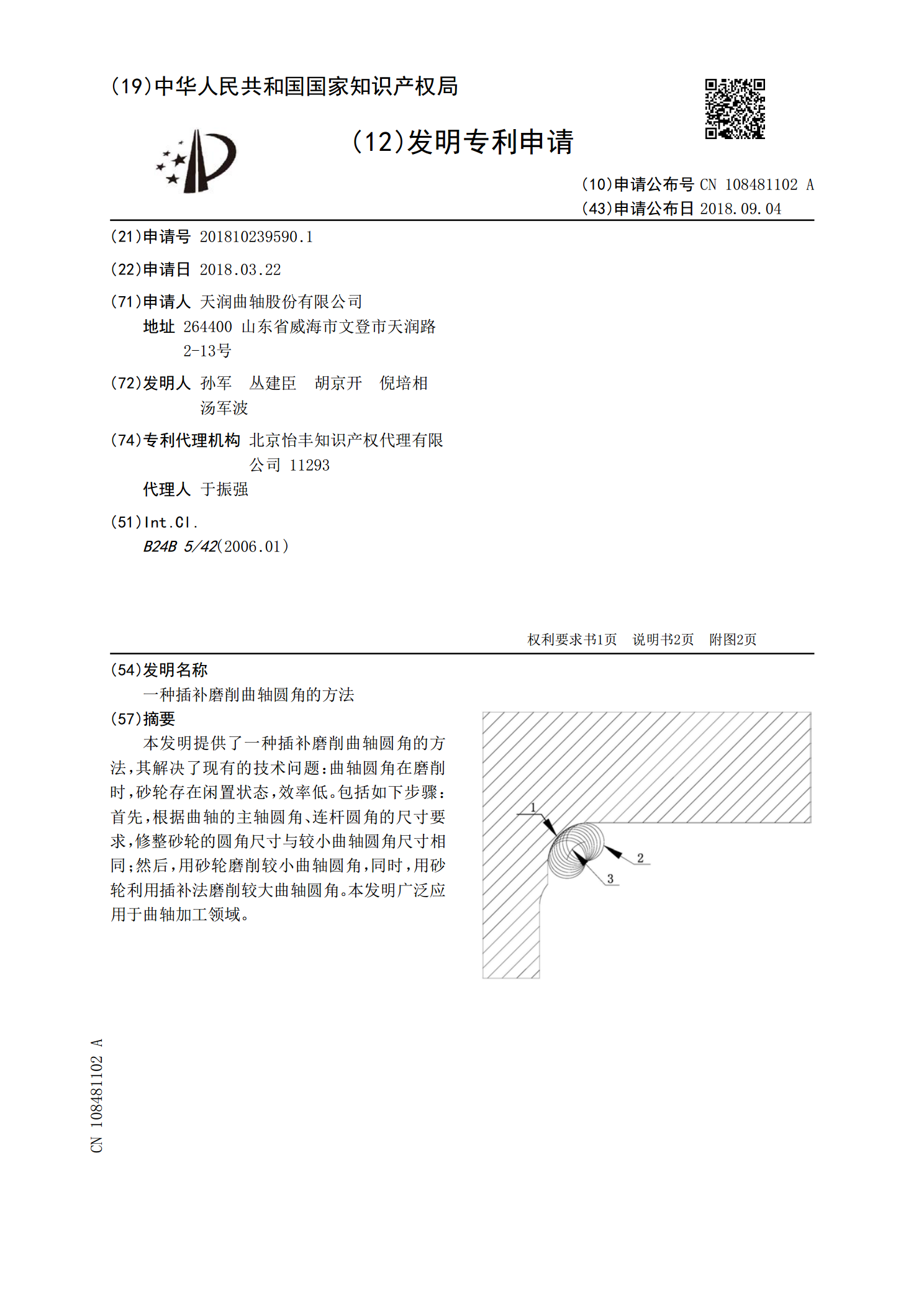
本发明提供了一种插补磨削曲轴圆角的方法,其解决了现有的技术问题:曲轴圆角在磨削时,砂轮存在闲置状态,效率低。包括如下步骤:首先,根据曲轴的主轴圆角、连杆圆角的尺寸要求,修整砂轮的圆角尺寸与较小曲轴圆角尺寸相同;然后,用砂轮磨削较小曲轴圆角,同时,用砂轮利用插补法磨削较大曲轴圆角。本发明广泛应用于曲轴加工领域。

提高插补精度前改进方法.docx
提高插补精度前改进方法标题:提高插补精度的改进方法摘要插补是数控加工中的关键技术,对于提高加工精度起到至关重要的作用。本论文将从算法优化、工艺改进和控制系统等方面综述提高插补精度的改进方法,并进行比较和分析,以期为数控加工提供参考。1.引言随着数控技术的不断发展,对于加工精度的要求也越来越高。插补作为数控加工中的关键环节,其精度直接影响着工件的加工质量。因此,提高插补精度是当前研究的热点之一。本文将围绕算法优化、工艺改进和控制系统三个方面,总结和比较当前常用的改进方法。2.算法优化2.1插补算法的选择插补

提高简易数控插补精度的改进方法.docx
提高简易数控插补精度的改进方法提高简易数控插补精度的改进方法摘要:随着制造业的发展,数控技术在工业生产中起着越来越重要的作用。数控插补作为数控系统的核心技术之一,对加工精度的提高起着关键作用。本文针对简易数控插补技术在高精度加工中存在的问题,提出了一些改进方法,并通过实验验证了这些方法的有效性。关键词:简易数控插补,改进方法,加工精度,实验验证1.引言在制造业的发展过程中,数控技术的应用越来越广泛,其具有高效、高精度、高质量等优点,已经成为现代工业生产的重要手段。而数控插补作为数控系统的核心技术之一,对提

曲轴磨削误差分析与精度控制方法.docx
曲轴磨削误差分析与精度控制方法论文题目:曲轴磨削误差分析与精度控制方法摘要:曲轴是内燃机等机械设备的重要零部件,其几何形状和精度控制直接影响着内燃机的性能和寿命。在曲轴的制造过程中,误差产生是不可避免的,因此对曲轴磨削误差的分析和精度控制显得尤为重要。本文通过分析曲轴磨削过程中的误差来源,总结曲轴磨削误差的类型和特点,并提出了相应的精度控制方法。关键词:曲轴、磨削误差、精度控制一、引言曲轴是发动机中最为重要的运动部件之一,它通过连杆将活塞的线性运动转化为旋转运动,从而驱动引擎工作。由于曲轴承受着高速旋转和