
带爪法兰盖一次锻造成型工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

带爪法兰盖一次锻造成型工艺.docx
带爪法兰盖一次锻造成型工艺题目:带爪法兰盖一次锻造成型工艺摘要:带爪法兰盖是一种用于连接管道和设备的紧固件,其性能直接影响到系统的安全运行。本文针对带爪法兰盖的一次锻造成型工艺进行研究,通过分析工艺参数对产品质量的影响,探索最佳工艺参数,提高产品的性能和质量。实验结果表明,在合适的工艺条件下,一次锻造成型可以获得高质量的带爪法兰盖,满足工程需求。1.引言带爪法兰盖广泛应用于各种管道和设备的连接中,其作用是通过紧固螺栓将管道或设备连接在一起,保证系统的安全运行。爪法兰盖的质量和性能对于系统的可靠性至关重要。

人孔法兰盖锻造工艺优化.docx
人孔法兰盖锻造工艺优化一、引言人孔法兰盖作为一种常见的管道连接方式,在工业生产中得到广泛应用。其主要功能是连接并固定管道,确保管道系统运行稳定。人孔法兰盖锻造工艺对产品质量和生产效率有着重要的影响。因此,本文针对人孔法兰盖锻造工艺进行优化研究,旨在提高产品品质和生产效率,为行业的发展提供一定的参考。二、人孔法兰盖锻造工艺的流程介绍人孔法兰盖锻造的基本工艺流程包括五个步骤:原材料预处理、坯料加热,锻造成形、切断并修整和产品检测。其中,最关键的环节是锻造成形,这一环节直接影响到产品的质量和性能。1.原材料预处

一种差速器壳盖的锻造成型工艺.pdf
本发明提供一种差速器壳盖的锻造成型工艺,包括如下步骤:下料、温锻成型、控制冷却、冲孔和机加工,所述温锻成型工序是将差速器壳盖的中间大孔与周边安装孔同时锻造成盲孔,预留3‑6mm厚度的连皮,温锻成型工序中的棒料加热至860‑900℃后一次锻造成型,冲孔工序是将锻件放入冲孔模具,将差速器壳盖的中间大孔及周围安装孔同时冲孔。本发明具有降低生产成本、提高生产效率等优点。
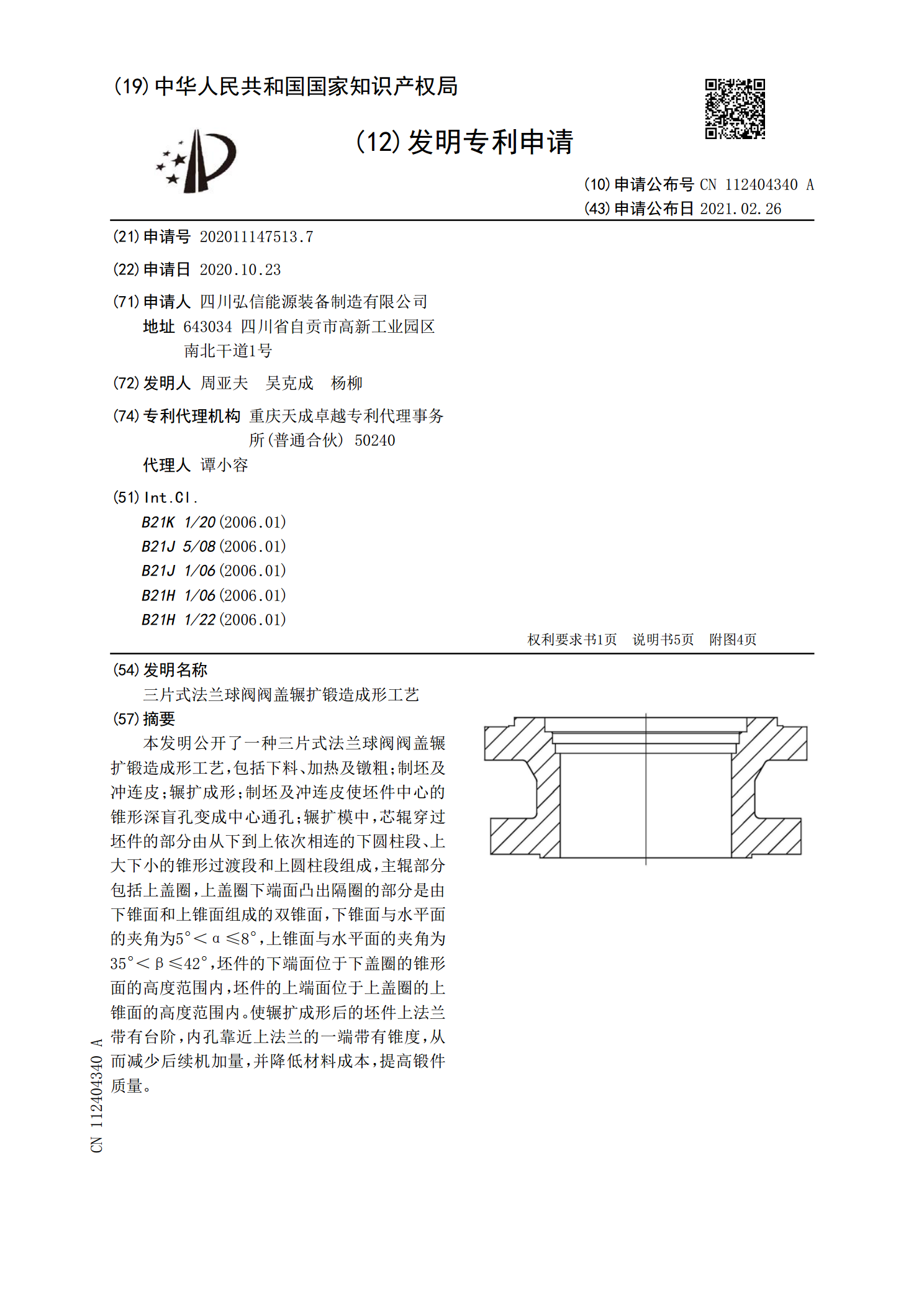
三片式法兰球阀阀盖辗扩锻造成形工艺.pdf
本发明公开了一种三片式法兰球阀阀盖辗扩锻造成形工艺,包括下料、加热及镦粗;制坯及冲连皮;辗扩成形;制坯及冲连皮使坯件中心的锥形深盲孔变成中心通孔;辗扩模中,芯辊穿过坯件的部分由从下到上依次相连的下圆柱段、上大下小的锥形过渡段和上圆柱段组成,主辊部分包括上盖圈,上盖圈下端面凸出隔圈的部分是由下锥面和上锥面组成的双锥面,下锥面与水平面的夹角为5°<α≤8°,上锥面与水平面的夹角为35°<β≤42°,坯件的下端面位于下盖圈的锥形面的高度范围内,坯件的上端面位于上盖圈的上锥面的高度范围内。使辗扩成形后的坯件上法兰

一种法兰锻造用成型模具及锻造方法.pdf
本发明提供了一种法兰锻造用成型模具,包括成型上模和成型下模,成型下模上方开有成型仓,成型上模活动安装在成型仓内,成型仓底部开有下安装槽,下安装槽贯穿至成型下模下表面,下安装槽内嵌入安装有下模芯,成型上模上贯穿开有上安装槽,上安装槽内安装有上模芯,上模芯下表面开有上凹槽,下模芯上表面开有下凹槽,上凹槽和下凹槽均是一种球形弧槽,上凹槽的弧面和下凹槽的弧面曲率相同,成型上模、成型下模、上模芯和下模芯共同合模后形成成型腔,成型腔位于上凹槽和下凹槽处组成球面圆柱结构。本发明解决了现有成型模具因法兰体型过大,材料流动