
三片式法兰球阀阀盖辗扩锻造成形工艺.pdf

念珊****写意

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
三片式法兰球阀阀盖辗扩锻造成形工艺.pdf
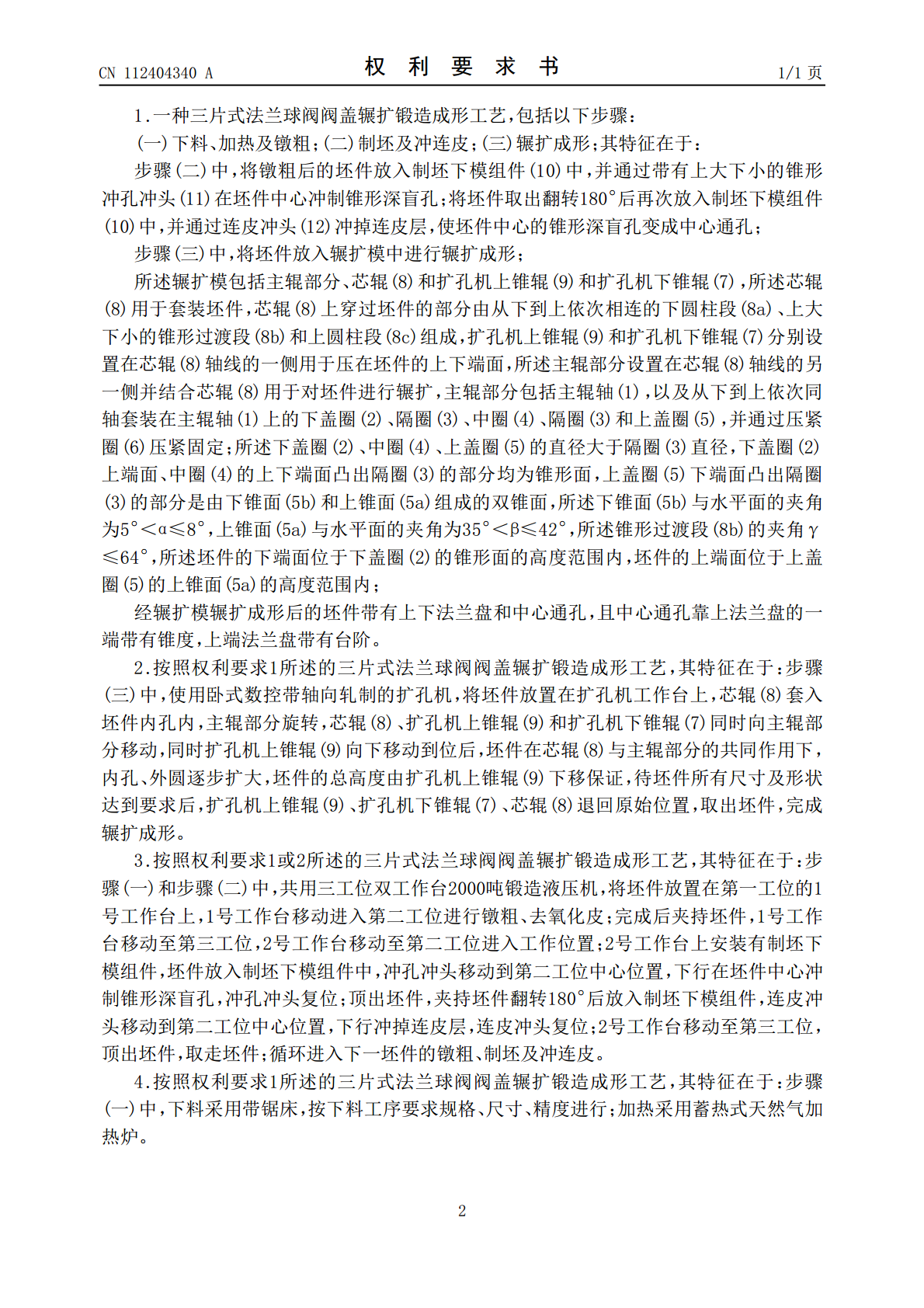
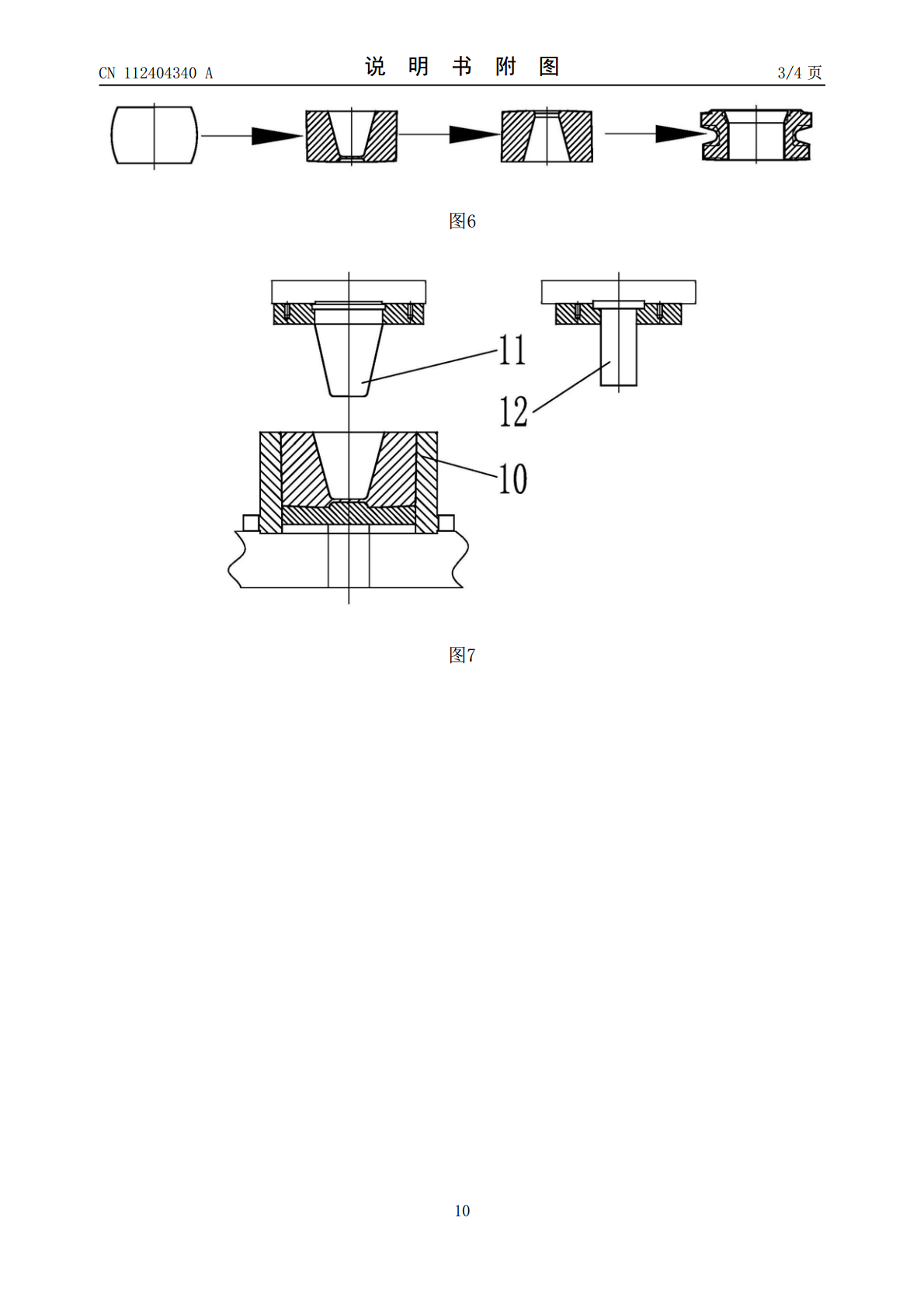
本发明公开了一种三片式法兰球阀阀盖辗扩锻造成形工艺,包括下料、加热及镦粗;制坯及冲连皮;辗扩成形;制坯及冲连皮使坯件中心的锥形深盲孔变成中心通孔;辗扩模中,芯辊穿过坯件的部分由从下到上依次相连的下圆柱段、上大下小的锥形过渡段和上圆柱段组成,主辊部分包括上盖圈,上盖圈下端面凸出隔圈的部分是由下锥面和上锥面组成的双锥面,下锥面与水平面的夹角为5°<α≤8°,上锥面与水平面的夹角为35°<β≤42°,坯件的下端面位于下盖圈的锥形面的高度范围内,坯件的上端面位于上盖圈的上锥面的高度范围内。使辗扩成形后的坯件上法兰

法兰球阀锻件的锻造成形模具及成形方法.pdf
本发明涉及锻造,具体是一种法兰球阀锻件的锻造成形模具及成形方法。包括上模,与上模配合的下模,上模设有预锻上模具体和终锻上模具体,下模设有预锻下模具体和终锻下模具体,预锻上模具体和预锻下模具体配合,终锻上模具体与终锻下模具体配合;预锻上模具体的下表面设有环形的凹槽结构,预锻下模具设有与该凹槽结构配合的环形凸出部,凸出部内设有竖直的盲孔;终锻上模具体设有横向的终锻上型腔,终锻下模具体设有与终锻上型腔配合的终锻下型腔,终锻下型腔的两侧分别设有水平的第一和第二冲头;下模设有预锻件顶出机构和终锻件顶出机构。本发明材

一种法兰球阀端盖碾环成形方法.pdf
本发明公开了一种法兰球阀端盖碾环成形方法,包括以下步骤:A1.制坯:选用圆坯碳钢或者奥氏体不锈钢作为原料,并在炉中加热;A2.开坯:将A1步骤中加热所得的坯料进行敦粗,去掉坯料表面的氧化皮;然后将坯料放置到带孔的工作台面上,并用冲孔机的冲孔冲头下行至设定位置进行第一次冲孔,使坯料翻转180°,用冲连皮冲头进行第二次冲孔,直至冲穿坯料;A3.碾环:将A2步骤所得的带孔坯料进行第二次敦粗,去掉表面氧化皮后放置在碾环机上,碾环机根据端盖法兰的大小设计需要组合碾环模;并利用电机驱动坯件进行旋转,直接通过碾环机使坯

人孔法兰盖锻造工艺优化.docx
人孔法兰盖锻造工艺优化一、引言人孔法兰盖作为一种常见的管道连接方式,在工业生产中得到广泛应用。其主要功能是连接并固定管道,确保管道系统运行稳定。人孔法兰盖锻造工艺对产品质量和生产效率有着重要的影响。因此,本文针对人孔法兰盖锻造工艺进行优化研究,旨在提高产品品质和生产效率,为行业的发展提供一定的参考。二、人孔法兰盖锻造工艺的流程介绍人孔法兰盖锻造的基本工艺流程包括五个步骤:原材料预处理、坯料加热,锻造成形、切断并修整和产品检测。其中,最关键的环节是锻造成形,这一环节直接影响到产品的质量和性能。1.原材料预处

一种片式锻造高压球阀及其生产工艺.pdf
本发明属于球阀技术领域,尤其是一种片式锻造高压球阀及其生产工艺,抛光设备包括夹持机构,夹持机构包括气缸,夹持机构通过气缸的伸出对阀芯的内部进行涨紧夹持,夹持机构的正面设置有移动调节机构,移动调节机构包括伺服电机,移动调节机构对阀芯的抛光位置进行移动调节,移动调节机构的上方设置有调节锁止机构,调节锁止机构包括棘轮,调节锁止机构位于夹持机构正面,调节锁止机构对抛光深度进行调节并锁止限位。该片式锻造高压球阀及其生产工艺,通过设置夹持机构,移动调节机构和调节锁止机构,从而达到了对阀芯进行稳定夹持抛光打磨,操作便捷