
大锥度线切割的工艺要点.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大锥度线切割的工艺要点.docx
大锥度线切割的工艺要点大锥度线切割是一种常用于金属加工中的切割工艺,它具有高效、精度高等优点,在航空航天、汽车制造、机械制造等领域得到广泛应用。本文将从大锥度线切割的原理、工艺要点以及应用前景等方面对它进行综述。一、大锥度线切割的原理大锥度线切割是一种通过电火花放电进行金属切割的方法。它利用电极产生的电极间隙放电,在放电过程中产生的高温高压等离子体瞬间将金属材料熔化并挤出,从而实现切割的目的。具体而言,大锥度线切割的原理如下:首先,在工件表面和切割电极之间形成一定间隙,然后通过电源向电极施加高电压,形成电
大锥度线切割机床.pdf
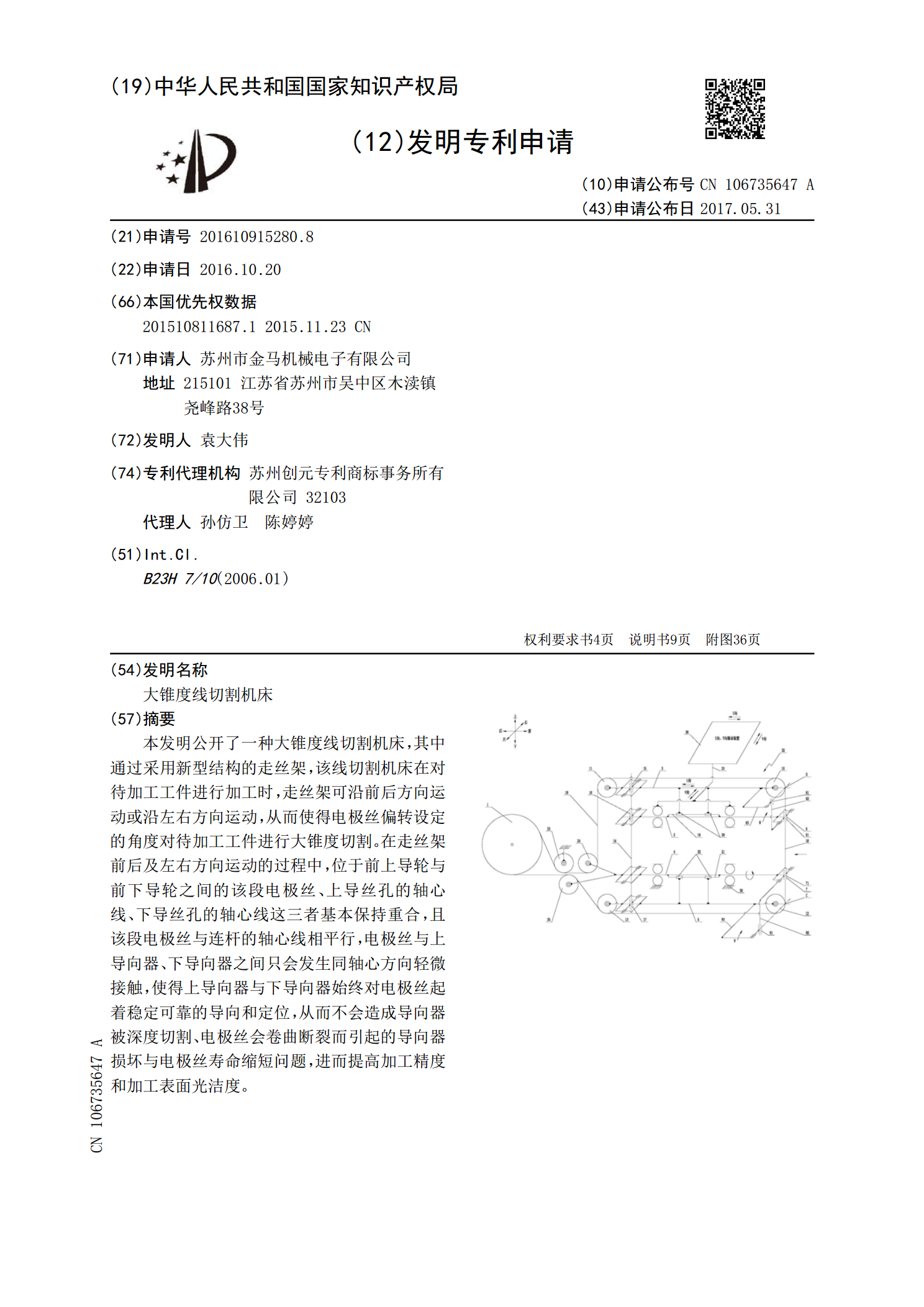
本发明公开了一种大锥度线切割机床,其中通过采用新型结构的走丝架,该线切割机床在对待加工工件进行加工时,走丝架可沿前后方向运动或沿左右方向运动,从而使得电极丝偏转设定的角度对待加工工件进行大锥度切割。在走丝架前后及左右方向运动的过程中,位于前上导轮与前下导轮之间的该段电极丝、上导丝孔的轴心线、下导丝孔的轴心线这三者基本保持重合,且该段电极丝与连杆的轴心线相平行,电极丝与上导向器、下导向器之间只会发生同轴心方向轻微接触,使得上导向器与下导向器始终对电极丝起着稳定可靠的导向和定位,从而不会造成导向器被深度切割、

电火花线切割机床大锥度机构.pdf
本发明提供一种电火花线切割机床大锥度机构,它由上连杆、摆杆、下臂、上摆杆套、下摆杆套;所述上连杆一侧通过上摆杆套与摆杆上部相连接,上连杆的另一侧上套装有上导套,安装有上主导轮的上导轮座与上导套固定连接;下臂的一侧通过下摆杆套与摆杆下部相铰接,另一侧安装有下导轮座及下主导轮;上主导轮的中心位于上连杆的中心线上,并与摆杆的中心线相交于同一平面内;下主导轮的中心位于下摆杆套的旋转中心线上,并与摆杆的中心线相交于同一平面内,它还包括安装于上导套上的随动导轮,电极丝经随动导轮进入上副导轮再进入上主导轮。本发明保证了

数控线切割机大锥度切割机构研究.docx
数控线切割机大锥度切割机构研究一、引言数控线切割机是一种常用的金属切割设备,可以在各种金属材料上进行高精度、高效的切割。然而,由于切割的特殊性,数控线切割机存在着一些独特的问题,其中之一就是大锥度切割。大锥度切割是指工件表面与末端构件表面的夹角超过5度的一种切割。这种切割具有较高的要求,需要特殊的切割机构来实现。本文将针对数控线切割机大锥度切割机构进行详细研究与分析。二、大锥度切割机构的需求数控线切割机在进行切割时,通常需要使用特殊的切割机构来满足不同倾斜角度的切割需求。大锥度切割需要较宽的切割区域和高精

线切割锥度切割的拖动轴分析.docx
线切割锥度切割的拖动轴分析标题:线切割锥度切割的拖动轴分析摘要:线切割锥度切割是一种常用的金属加工方法,广泛应用于制造业。本文将对线切割锥度切割的拖动轴进行分析,包括其原理、工艺参数、设备构造以及优化方法等方面,旨在提高线切割锥度切割的切削质量和效率。关键词:线切割;锥度切割;拖动轴;切削质量;效率引言:随着制造技术的不断发展和进步,金属加工业对于高精度、高质量和高效率的切割方式的需求也越来越迫切。线切割锥度切割作为一种常用的切割方式,具有切削精度高、加工效率高等优点,逐渐成为制造业中不可或缺的一环。而线