
铸造基础知识第5节特种铸造ppt课件.ppt

天马****23


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铸造基础知识第5节特种铸造ppt课件.ppt
特种铸造1.金属型铸造:a)金属型为保证使用寿命,制造金属型的材料具备如下的性能:高的耐热性和导热性,反复受热不变形,不破坏;一定的强度、韧性及耐磨性;好的切削加工性能。金属型材料一般选用铸铁、碳素钢或低合金钢。3.浇注由于金属型的导热能力强,因此浇注温度应比砂型铸造高20℃-30℃。铝合金为680℃-740℃,铸铁为1300℃-1370℃,锡青铜为1100℃-1150℃,对薄壁小件取上限,对厚壁大件取下限。c)金属型铸造的特点和应用范围1.可重复使用,生产效率高,劳动条件好,但成本高;2.铸件精度高,表

讲特种铸造素材PPT课件.ppt
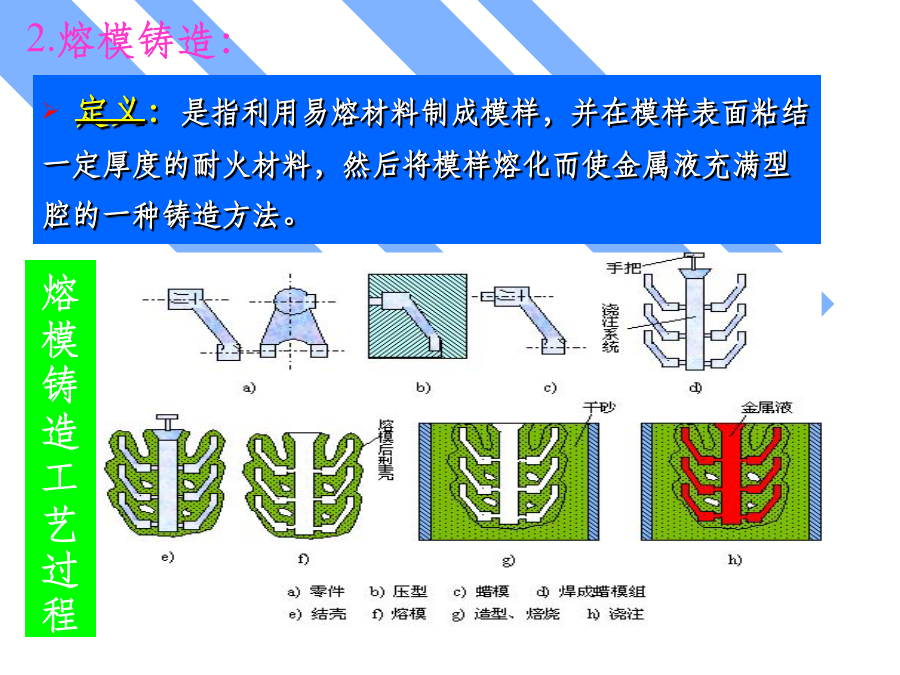
材料成型基础材料成型基础特种铸造特种铸造特种铸造熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)(1)铸件精度高、表面质量好,可实现少、无切削加工,表面粗糙度为Ra12.5~1.6μm。如涡轮发动机叶片,铸件精度已达到无加工余量的要求。(2)可制造形状复杂铸件,最小壁厚可达0.3mm,最小铸出孔径为0.5mm。对由几个零件组合成的复杂部件,可用熔模铸造一次铸出。(3)铸造合金种类不受限制,用于高熔点和难切削合金,更具显著的优越性。(4)生产批量基本不受限
特种铸造及铸造新技术.ppt
§2—1铸造特种铸造特种铸造熔模铸造又称“失蜡铸造”,通常是在蜡模表面涂上数层耐火材料,待其硬化干燥后,将其中的蜡模熔去而制成型壳,再经过焙烧,然后进行浇注,而获得铸件的一种方法,由于获得的铸件具有较高的尺寸精度和表面光洁度,故又称“熔模精密铸造”进入80年代以来,世界各地熔模铸造的产量、产值、质量,都有很大的增长和提高,当前熔模铸造正向精密、大型、复杂、部件整铸的方向发展。我国的熔模铸造是在50年代开始应用于工业生产,首先在航天、航空部门逐步发展到所有的工业部门中,得到广泛的应用。汽车传动轴万向节、凸缘

铸造基础知识及常见铸造缺陷简介PPT课件.ppt
铸造基础知识及常见铸造缺陷简介一、铸造的定义二、铸造的分类三、铸造基本工艺流程四、铸造常见缺陷一、什么叫铸造?二、铸造的分类金属型铸造1.铸型是永久型,生产效率高,对环境污染小。2.铸件的机械性能高,精度和表面光洁度高。3.工序简化,易于实现生产的机械化和自动化。6.模具结构复杂,成本高,适合大批量生产;7.金属型激冷作用大,无退让性,无透气性。8.不易生产过大和过薄的铸件。金属型铸造熔模铸造熔模铸造工艺1.铸件精度高,表面光洁高;2.可以直接铸造出复杂的组合零件,外形和内腔形状几乎不受限制3.可以铸造出
铸造基础知识及常见铸造缺陷简介PPT课件.ppt
铸造基础知识及常见铸造缺陷简介一、铸造的定义二、铸造的分类三、铸造基本工艺流程四、铸造常见缺陷一、什么叫铸造?二、铸造的分类金属型铸造1.铸型是永久型,生产效率高,对环境污染小。2.铸件的机械性能高,精度和表面光洁度高。3.工序简化,易于实现生产的机械化和自动化。6.模具结构复杂,成本高,适合大批量生产;7.金属型激冷作用大,无退让性,无透气性。8.不易生产过大和过薄的铸件。金属型铸造熔模铸造熔模铸造工艺1.铸件精度高,表面光洁高;2.可以直接铸造出复杂的组合零件,外形和内腔形状几乎不受限制3.可以铸造出