
铸造基础知识及常见铸造缺陷简介PPT课件.ppt

天马****23

1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铸造基础知识及常见铸造缺陷简介PPT课件.ppt
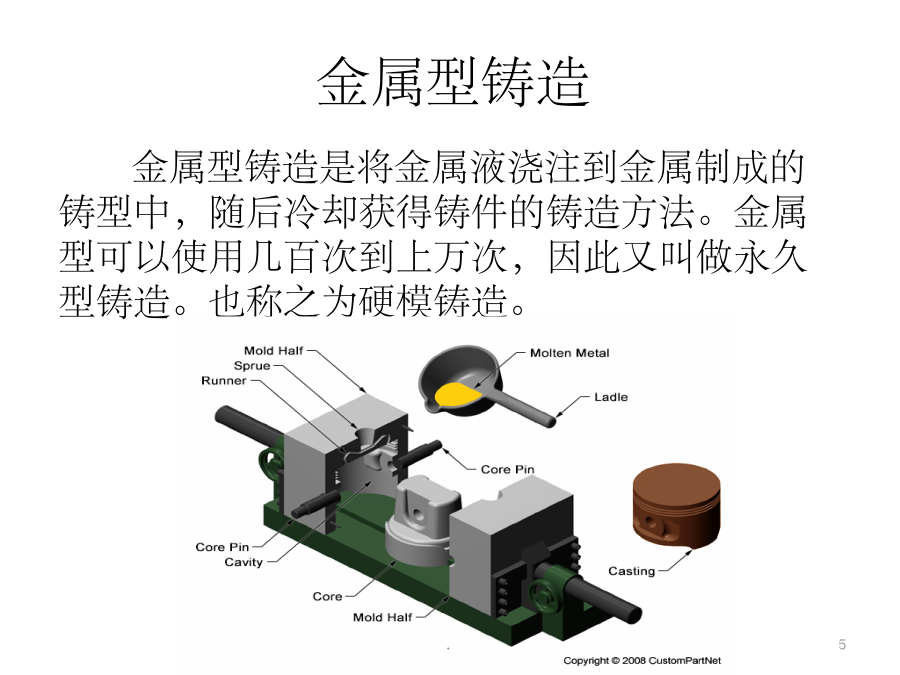
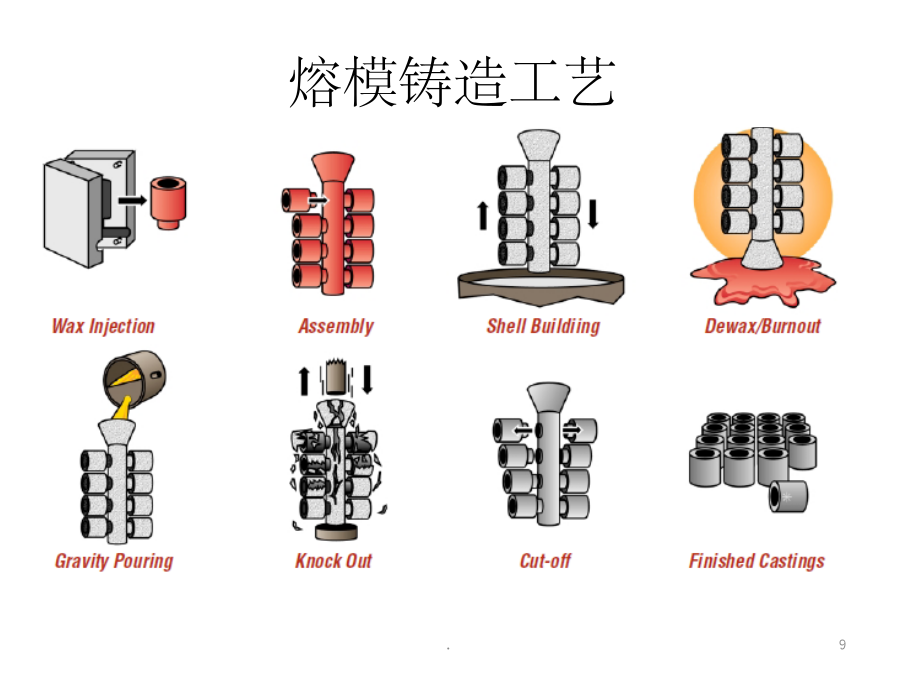
铸造基础知识及常见铸造缺陷简介一、铸造的定义二、铸造的分类三、铸造基本工艺流程四、铸造常见缺陷一、什么叫铸造?二、铸造的分类金属型铸造1.铸型是永久型,生产效率高,对环境污染小。2.铸件的机械性能高,精度和表面光洁度高。3.工序简化,易于实现生产的机械化和自动化。6.模具结构复杂,成本高,适合大批量生产;7.金属型激冷作用大,无退让性,无透气性。8.不易生产过大和过薄的铸件。金属型铸造熔模铸造熔模铸造工艺1.铸件精度高,表面光洁高;2.可以直接铸造出复杂的组合零件,外形和内腔形状几乎不受限制3.可以铸造出

铸造基础知识及常见铸造缺陷简介PPT课件.ppt
铸造基础知识及常见铸造缺陷简介一、铸造的定义二、铸造的分类三、铸造基本工艺流程四、铸造常见缺陷一、什么叫铸造?二、铸造的分类金属型铸造1.铸型是永久型,生产效率高,对环境污染小。2.铸件的机械性能高,精度和表面光洁度高。3.工序简化,易于实现生产的机械化和自动化。6.模具结构复杂,成本高,适合大批量生产;7.金属型激冷作用大,无退让性,无透气性。8.不易生产过大和过薄的铸件。金属型铸造熔模铸造熔模铸造工艺1.铸件精度高,表面光洁高;2.可以直接铸造出复杂的组合零件,外形和内腔形状几乎不受限制3.可以铸造出

铸造基础知识及常见铸造缺陷简介.ppt
铸造基础知识及常见铸造缺陷简介一、铸造的定义二、铸造的分类三、铸造基本工艺流程四、铸造常见缺陷一、什么叫铸造?二、铸造的分类金属型铸造1.铸型是永久型,生产效率高,对环境污染小。2.铸件的机械性能高,精度和表面光洁度高。3.工序简化,易于实现生产的机械化和自动化。6.模具结构复杂,成本高,适合大批量生产;7.金属型激冷作用大,无退让性,无透气性。8.不易生产过大和过薄的铸件。7熔模铸造熔模铸造工艺10消失模铸造12消失模铸造低压铸造是介于一般重力铸造和压力铸造之间的一种铸造方法。浇注时金属液在低压(20~

铸造基础知识及常见铸造缺陷简介.ppt
铸造基础知识及常见铸造缺陷简介一、铸造的定义二、铸造的分类三、铸造基本工艺流程四、铸造常见缺陷一、什么叫铸造?二、铸造的分类金属型铸造1.铸型是永久型,生产效率高,对环境污染小。2.铸件的机械性能高,精度和表面光洁度高。3.工序简化,易于实现生产的机械化和自动化。6.模具结构复杂,成本高,适合大批量生产;7.金属型激冷作用大,无退让性,无透气性。8.不易生产过大和过薄的铸件。7熔模铸造熔模铸造工艺10消失模铸造12消失模铸造低压铸造是介于一般重力铸造和压力铸造之间的一种铸造方法。浇注时金属液在低压(20~

砂型铸造及其常见缺陷PPT课件.ppt
重铸基础知识重铸基本工序制芯篇——造型材料1制芯篇——造型材料2制芯篇——造型材料3制芯篇——制芯工艺1制芯篇——制芯工艺2制芯篇——砂芯不良及原因分析制芯篇—砂芯不良图示浇铸篇——初识hpb-591浇铸篇——初识hpb-591浇铸篇——铜水熔炼浇铸篇——铸造常见缺陷铸造篇——浇不满原因铸造篇——浇不满改善铸造篇——气孔图示铸造篇——气孔铸造篇——砂眼,掉砂铸造篇——渣孔形成原因铸造篇——渣孔图示铸造篇——缩料铸造篇——缩料图示铸造篇——缩料改善铸造篇——裂纹铸造篇—裂纹产生的原因铸造篇—裂纹图示铸造篇—