
讲特种铸造素材PPT课件.ppt

ca****ng

1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共59页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

讲特种铸造素材PPT课件.ppt
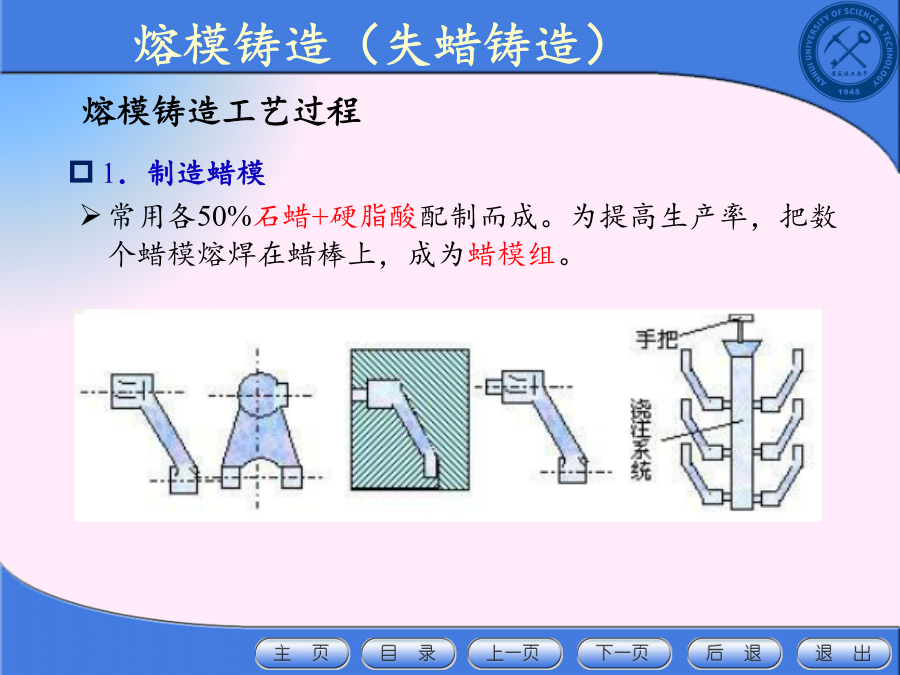
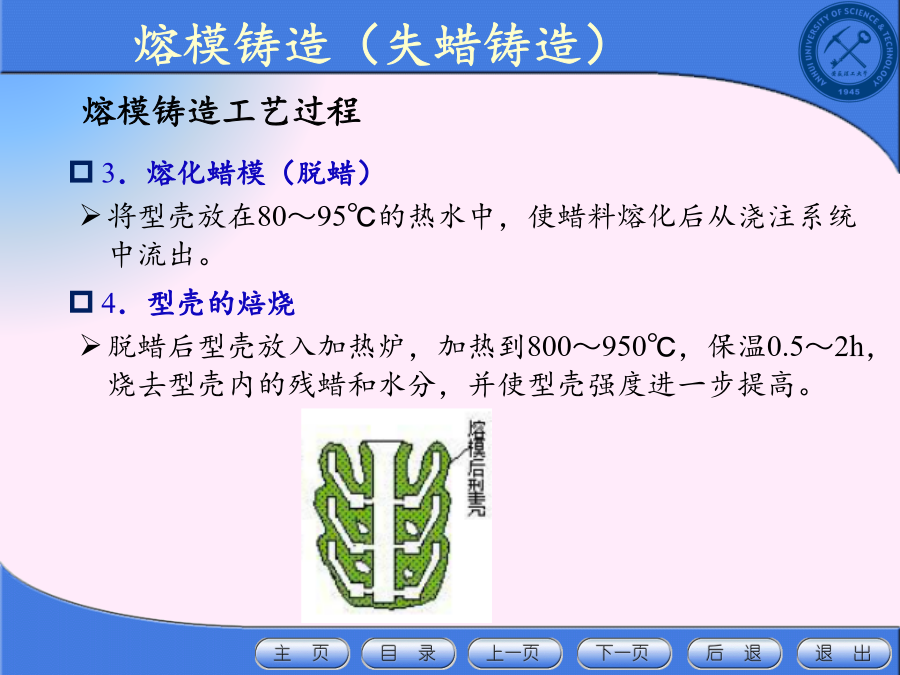
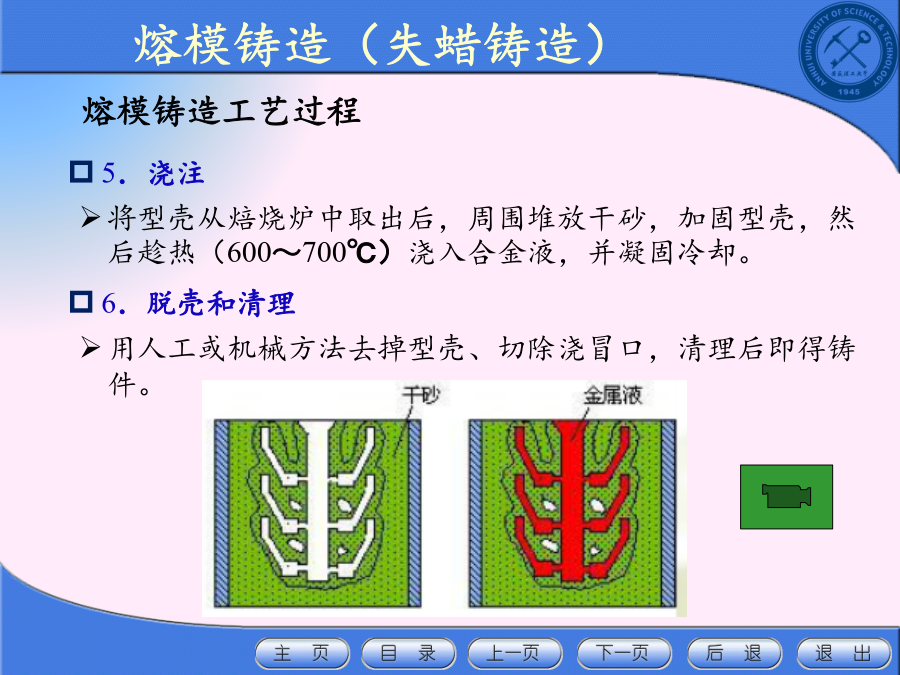
材料成型基础材料成型基础特种铸造特种铸造特种铸造熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)熔模铸造(失蜡铸造)(1)铸件精度高、表面质量好,可实现少、无切削加工,表面粗糙度为Ra12.5~1.6μm。如涡轮发动机叶片,铸件精度已达到无加工余量的要求。(2)可制造形状复杂铸件,最小壁厚可达0.3mm,最小铸出孔径为0.5mm。对由几个零件组合成的复杂部件,可用熔模铸造一次铸出。(3)铸造合金种类不受限制,用于高熔点和难切削合金,更具显著的优越性。(4)生产批量基本不受限

铸造基础知识第5节特种铸造ppt课件.ppt
特种铸造1.金属型铸造:a)金属型为保证使用寿命,制造金属型的材料具备如下的性能:高的耐热性和导热性,反复受热不变形,不破坏;一定的强度、韧性及耐磨性;好的切削加工性能。金属型材料一般选用铸铁、碳素钢或低合金钢。3.浇注由于金属型的导热能力强,因此浇注温度应比砂型铸造高20℃-30℃。铝合金为680℃-740℃,铸铁为1300℃-1370℃,锡青铜为1100℃-1150℃,对薄壁小件取上限,对厚壁大件取下限。c)金属型铸造的特点和应用范围1.可重复使用,生产效率高,劳动条件好,但成本高;2.铸件精度高,表

工程材料及制造基础第八讲铸钢和有色铸件生产特种铸造ppt课件.ppt
第八讲:铸钢和有色铸件生产TheManufacturingofCastSteelandNonferrousCastings3.铸钢生产特点——铸钢齿圈铸造工艺铸钢齿圈:薄壁铸钢件铸造工艺二、有色铸件生产(NonferrousCastings)(3)铝合金熔炼特点(2)铜合金铸造特点(3)铜合金熔炼特点:铜易氧化和吸气,应采取:1)用木炭、碎玻璃、苏打或硼砂覆盖液面;2)脱氧(磷、铝和锌);3)除气(氢气)方法:吹氮气、加氯盐或沸腾法;4)精练:如铝青铜应用苏打、萤石、冰晶石等碱性熔剂精练。三、特种铸造Sp
金属工艺学特种铸造课件(PPT 38).pptx
第五章特种铸造第四章特种铸造熔模铸造母模与砂型铸造方法对比,熔模精密铸造具有如下优点:1.铸件尺寸精度高(IT11~IT13),表面粗糙度值低(12.5~1.6um)。减少切削加工量,甚至无须切削加工(涡轮发动机的叶片)。3.擅长制造用砂型铸造、锻压、切削加工等方法难以制造的形状,复杂、不便分型的零件。如带有精细的图案、文字、细槽和弯曲细孔的铸件金属型铸造工艺过程金属型铸造方法主要用于熔点较低的有色金属或合金铸件的大批量生产。黑色金属类铸件只限于形状简单的中小零件。金属型铸造的特点组合金属型结构透气性差导
第三讲铸造工艺装备设计ppt课件.ppt
第三讲铸造工艺装备设计3.铸造工艺装备的设计依据:铸造工艺图(依据对铸件的技术要求和结构特点设计)生产批量工厂的生产条件。4.本次课程设计的任务:完成一个标准通用砂箱的设计。二、常用砂箱的结构与组成1.砂箱的结构类型:方形,长方形、圆形和异形(随铸件形状改变)2.砂箱的组成1)砂箱的本体,包括外轮廓,箱壁,凸缘等;2)定位装置:泥号定位,箱锥定位,定位销定位;3)搬运装置:箱耳,箱把,吊轴4)紧固装置:压铁,箱卡,紧固装置,楔形凸台和楔形箱卡。3.砂箱结构设计应注意的问题1)强度要求:砂箱应有足够的强度和