
管壳式换热器的维护与检修(机).ppt

你的****书屋

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共82页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

管壳式换热器的维护与检修机.pptx
1234567891011121314151617⑵.检修前旳检验在拆卸前,有保温旳设备要拆去保温层,搭好检修用旳脚手架和平台,并把跳板用铁丝固定好,若需要进一步确认漏点旳地方,在拆卸前可用氮气从堵头处用临时接管试漏,找出漏点做好标识。在打开管箱法兰后,要详细观察管层隔板旳分程密封情况,管板上接管入口处有无异物堵住管口,有无垢层以及腐蚀产物在箱内堆集,并做好统计。告知分析人员取样分析腐蚀物和结垢旳化学构成,若工艺车间技术人员不在场时,还需要告知工艺技术人员到场,让其了解原因,以便工艺在运营中采用相应对策。
管壳式换热器的维护与检修(机).ppt
1234567891011121314151617⑵.检修前的检查在拆卸前,有保温的设备要拆去保温层,搭好检修用的脚手架和平台,并把跳板用铁丝固定好,若需要进一步确认漏点的地方,在拆卸前可用氮气从堵头处用临时接管试漏,找出漏点做好标记。在打开管箱法兰后,要详细观察管层隔板的分程密封情况,管板上接管入口处有无异物堵住管口,有无垢层以及腐蚀产物在箱内堆集,并做好记录。通知分析人员取样分析腐蚀物和结垢的化学组成,若工艺车间技术人员不在场时,还需要通知工艺技术人员到场,让其了解原因,以便工艺在运行中采取相应对策。

管壳式换热器的维护与检修机.ppt
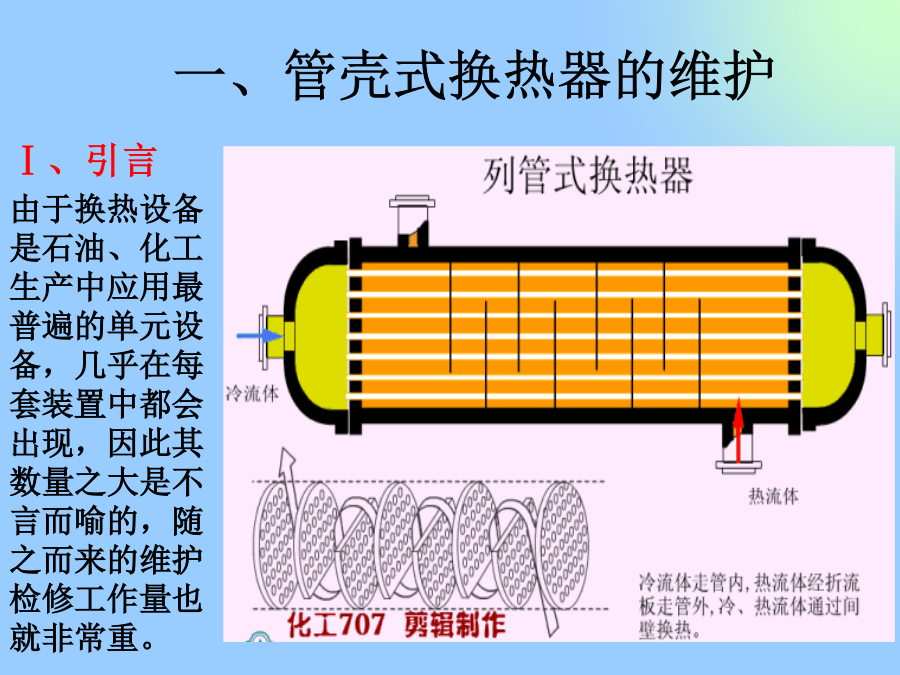
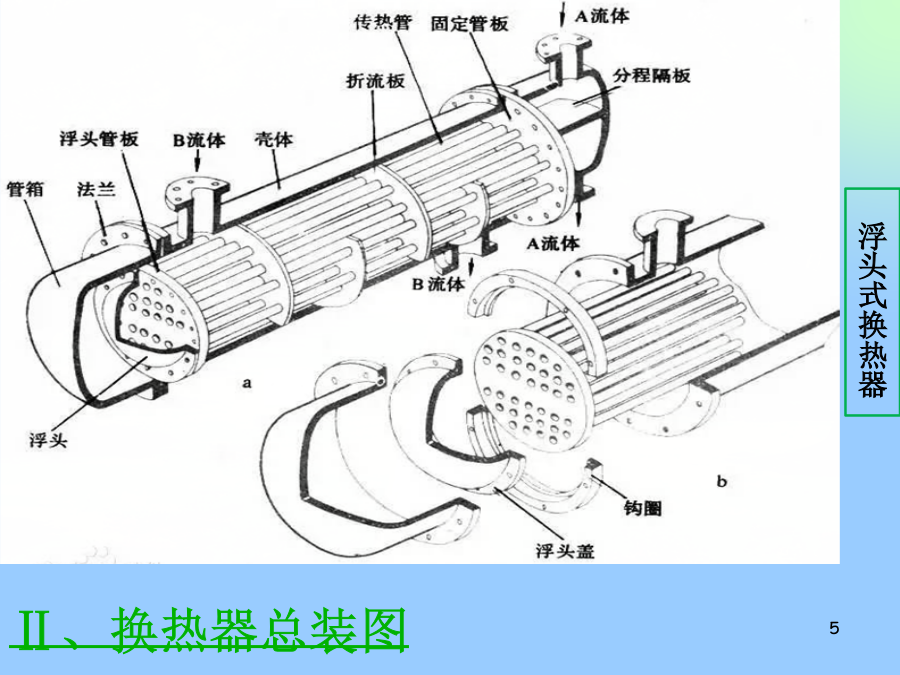
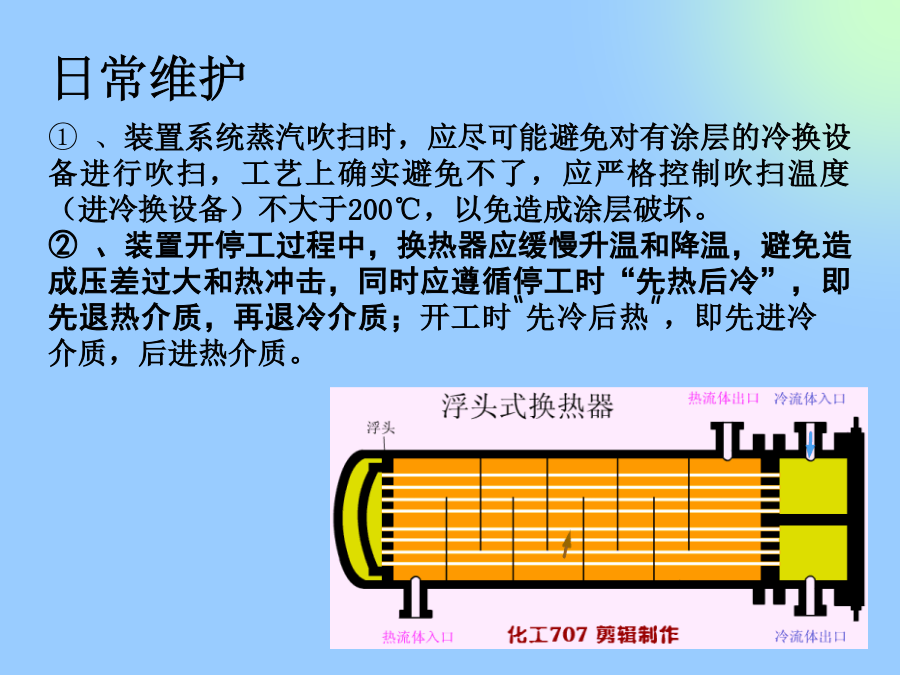
管壳式换热器的维护与检修机一、管壳式换热器的维护二、常见换热器的事故原因及处理方法三、管壳式换热器的检修Ⅰ、检修前的准备Ⅱ、清理Ⅲ、壳体部分的修理Ⅳ、换热管的检修Ⅴ、换热管与管板的连接Ⅵ、检验与验收Ⅰ、引言由于换热设备是石油、化工生产中应用最普遍的单元设备,几乎在每套装置中都会出现,因此其数量之大是不言而喻的,随之而来的维护检修工作量也就非常重。Ⅱ、换热器总装图日常维护①、装置系统蒸汽吹扫时,应尽可能避免对有涂层的冷换设备进行吹扫,工艺上确实避免不了,应严格控制吹扫温度(进冷换设备)不大于200℃,以免造

管壳式换热器维护检修规程.doc
管壳式换热器维护检修规程总则1主题内容与适用范围1.1本规程规定了换热设备的检修周期与内容、检修与质量标准、试验与验收、维护与故障处理。1.2本规程适用于操作压力在35MPa以下的石油化工钢制固定管板式、浮头式U形管式、螺纹锁紧环式等管壳式换热器及釜式重沸器。若有特殊要求的换热器应遵循其特殊的维护检修规程。1.3受压元件的检修遵照SHS01004-2004《压力容器维护检修规程》。2编写修订依据GB151-1999钢制管壳式换热器国务院令(373)号《特种设备安全监察条例》质
管壳式换热器维护检修规程.doc
管壳式换热器维护检修规程SHS01009—92总则1.1主题内容与适用范围1.1.1本规程规定了电动往复泵的检修周期与内容`检修与质量标准、试验与验收、维护与故障处理。1.1.2本规程适用于操作压力在35Mpa以下的石油化工钢制固定管板式、浮头式、U形管式等管壳式换热器及釜式重沸器。1.1.3受压元件的检修遵照SHS01004—92《压力容器维护检修规程》。1.2编写依据SY21003—73炼油厂换热器维护检修规程GB151—89钢制管壳式换热器检修周期与内容2.1检修周期由各企业根据生产装置特点自行确定