
汽车b柱内板总成的点焊.ppt

lj****88

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车b柱内板总成的点焊.ppt
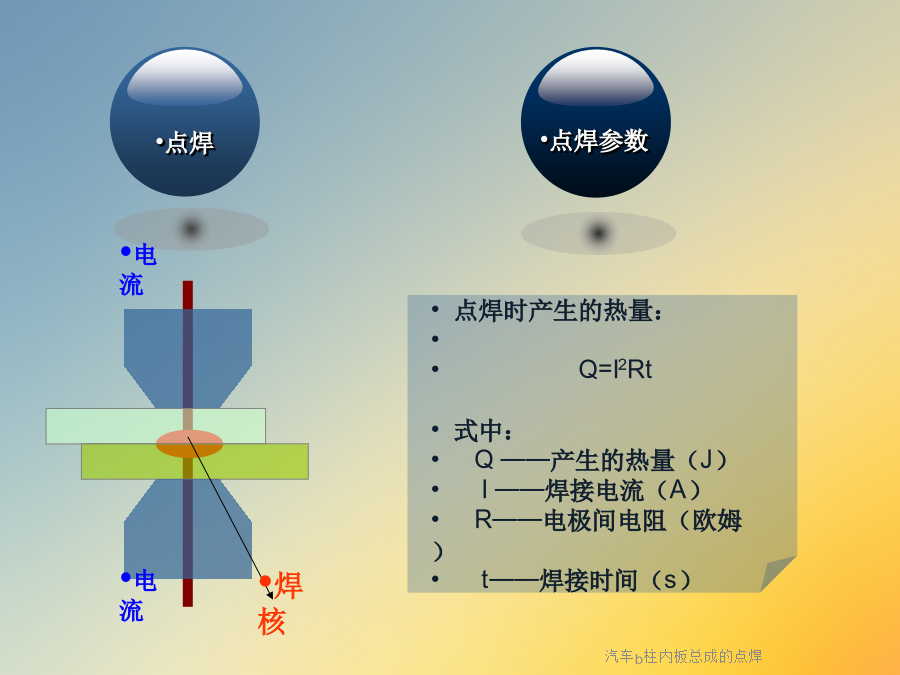
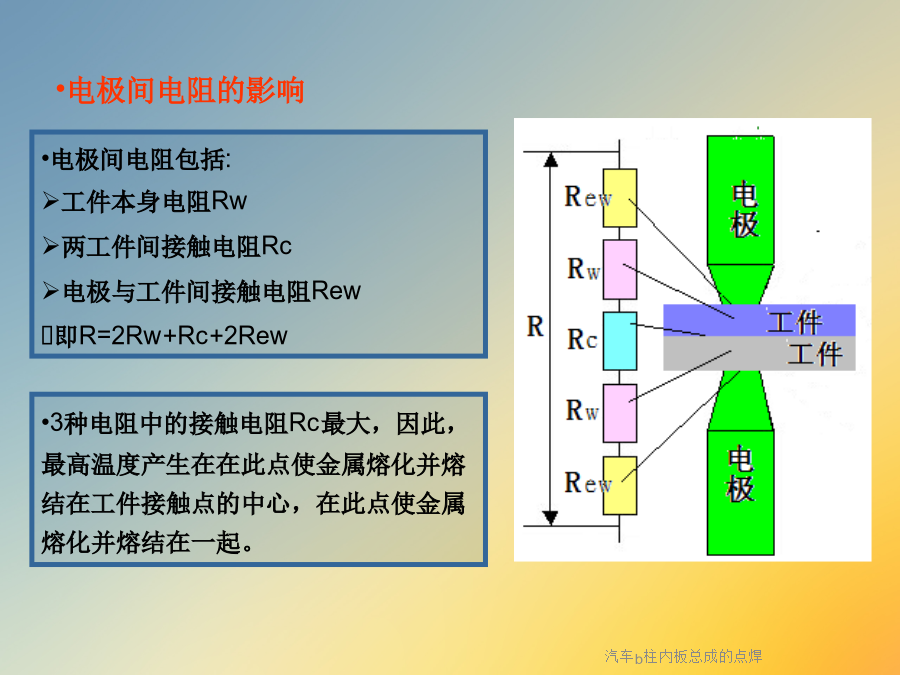
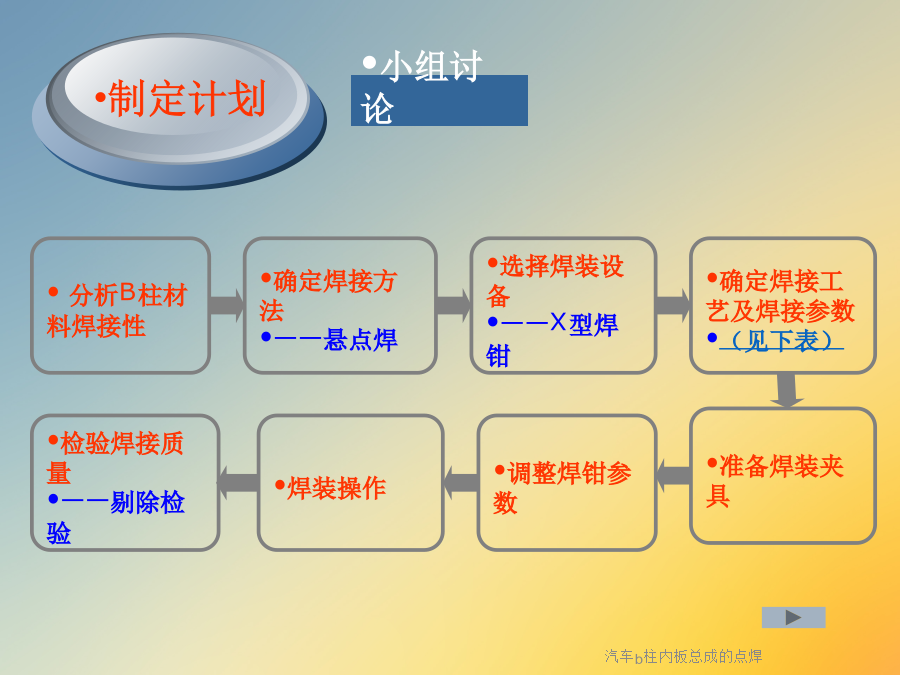
汽车b柱内板总成的点焊活动内容电极间电阻包括:工件本身电阻Rw两工件间接触电阻Rc电极与工件间接触电阻Rew即R=2Rw+Rc+2Rew确定焊接方法——悬点焊B柱内板总成焊装工艺文件演讲完毕,谢谢听讲!
汽车b柱内板总成的点焊.ppt
汽车b柱内板总成的点焊活动内容电极间电阻包括:工件本身电阻Rw两工件间接触电阻Rc电极与工件间接触电阻Rew即R=2Rw+Rc+2Rew确定焊接方法——悬点焊B柱内板总成焊装工艺文件演讲完毕,谢谢听讲!
汽车左右A柱内板总成夹具.pdf
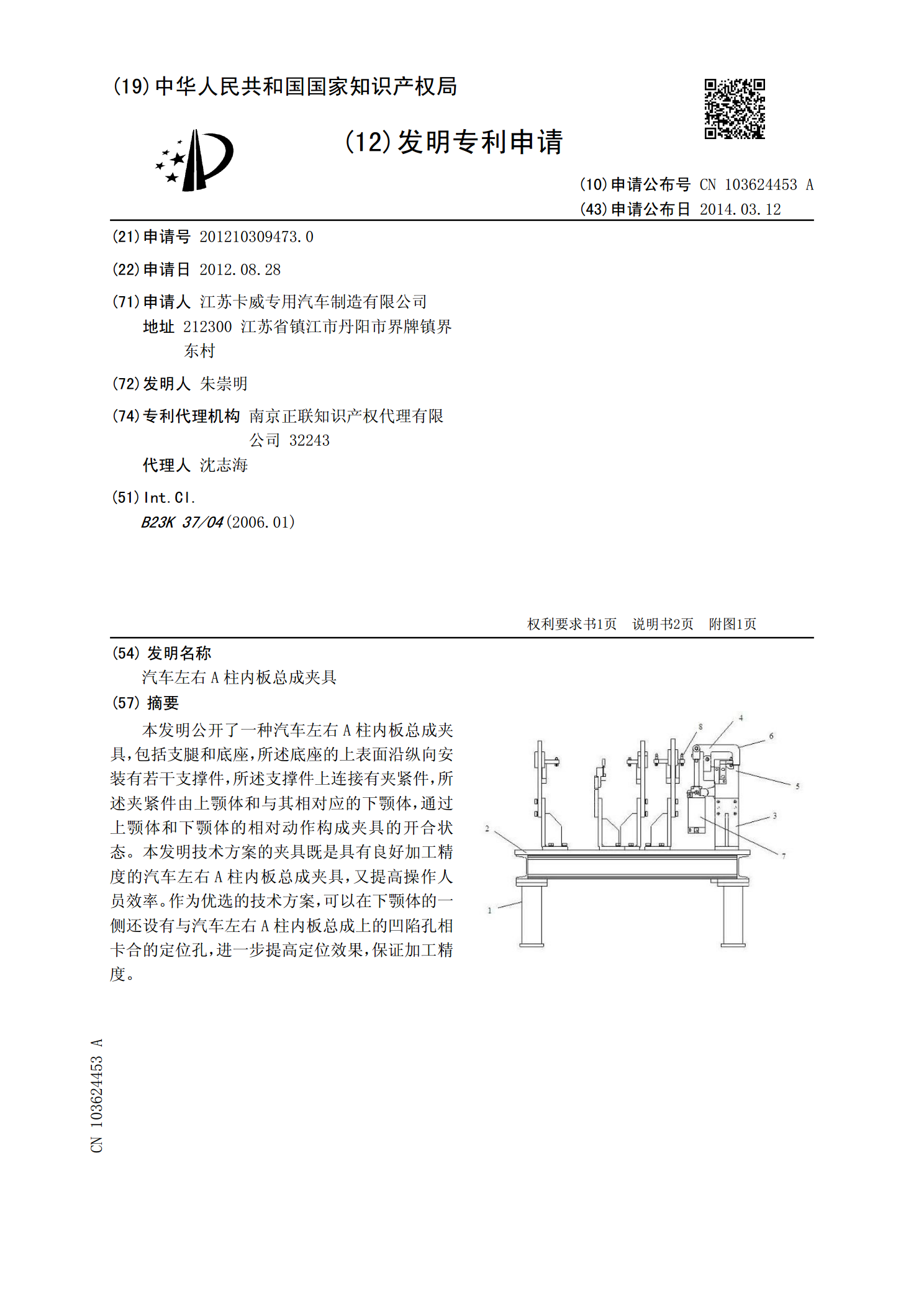
本发明公开了一种汽车左右A柱内板总成夹具,包括支腿和底座,所述底座的上表面沿纵向安装有若干支撑件,所述支撑件上连接有夹紧件,所述夹紧件由上颚体和与其相对应的下颚体,通过上颚体和下颚体的相对动作构成夹具的开合状态。本发明技术方案的夹具既是具有良好加工精度的汽车左右A柱内板总成夹具,又提高操作人员效率。作为优选的技术方案,可以在下颚体的一侧还设有与汽车左右A柱内板总成上的凹陷孔相卡合的定位孔,进一步提高定位效果,保证加工精度。

一种汽车B柱加强板总成夹具.pdf
本发明提供一种汽车B柱加强板总成夹具,包括平台、定位元件和夹紧机构,所述夹紧机构包括动力源、传力杆、夹紧元件和支撑架,所述支撑架固定在所述平台上,所述动力源连接所述支撑架,所述传力杆的一端连接所述动力源,所述传力杆的另一端连接所述夹紧元件,所述传力杆的中部活动连接所述支撑架,所述定位元件设于所述支撑架上;该种汽车B柱加强板总成夹具,依据汽车B柱加强板总成的形状,采用六点定位原理,能够准确地对B柱加强板进行焊接,有效地避免焊接加工中产生的误差,提高了B柱加强板总成的整体焊接效果。对于不同形状的定位基准采用不

低速电动汽车C柱内板总成及其焊接工艺.pdf
本发明公开了一种低速电动汽车C柱内板总成及其焊接工艺,包括安装于车身后部的C柱内板本体,C柱内板本体包括侧围上边梁内板,侧围上边梁内板左侧焊接有C柱后段组件;C柱后段组件下部连接有侧围C柱支撑板;侧围上边梁内板的下部焊接有C柱内板上段组件,C柱内板上段组件右侧与C柱加强板组件的右侧焊接,C柱加强板组件和C柱内板上段组件叠加并焊接在一起,C柱内板上段组件的左侧与C柱后段组件的右侧焊接;C柱后段组件、C柱内板上段组件和侧围C柱支撑板组成H型结构,采用多位置组合焊接,缩短了焊缝,提高了强度和刚度,C柱内板本体受